Cykl niezbędny przy wykonywaniu precyzyjnych otworów za pomocą wytaczadeł. Wytaczadło po osiągnięciu dna zatrzymuje się, następnie odsuwa od powierzchni obrabianej o zadaną wartość i wyjeżdża z otworu. Ustawianie wytaczadła na konkretny wymiar opiszę innym razem.
Wzór na G76
G76 Z... R... Q... P... F... K...
G76- Wywołanie cyklu
Z– Głębokość otworu
R– Wartość wycofania ponad pozycję początkową.
Q– Odsunięcie na dnie otworu od powierzchni obrabianej
P– Czas postoju na dnie obrabianego otworu (jednostka milisekunda)
F– Posuw
K– Liczba powtórzeń
Przy parametrze Q staraj się używać małych wartości, rzędu 0.1mm. Z doświadczenia wiem, że w otworach jest zazwyczaj bardzo ciasno i każda dyszka robi różnicę. Dodatkowo należy zwrócić szczególną uwagę na pozycję ostrza przy ładowaniu narzędzia do magazynu. Zawsze przed załadunkiem włącz pozycjonowanie wrzeciona. Pamiętaj, że domyślny odjazd wytaczadła w cyklu to -X.
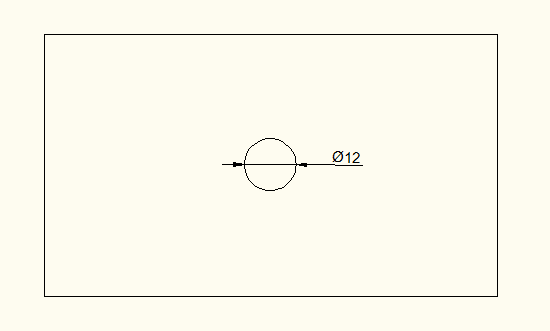
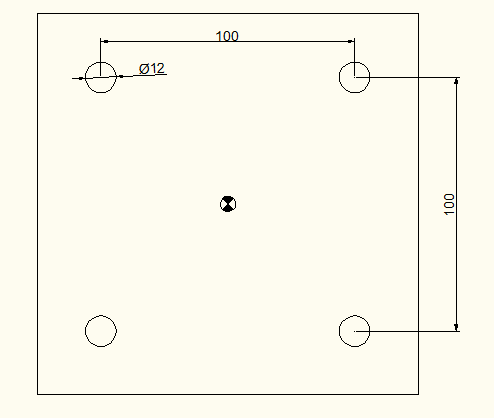
Przykład 1:
Do wykonania otwór wg rysunku. Oczywiście jest on już wywiercony na mniejszy wymiar.
Jakiś czas temu robiłem serie wpisów o gwintowaniu na tokarce, między innymi wyjaśniałem cykl G76. Wydawało mi się, że temat wyczerpany. Nic bardziej mylnego.
Dostałem kilka maili od was, z zapytaniem o cykl G76, tylko że w wersji jedno-liniowej tzw. One Line Format.
Wielu z was interesuje wykonanie cyklu gwintowania w ten sposób:
I wcale się wam nie dziwie bo to jest najlepszy sposób na wykonanie gwintu.
Co mam na myśli mówiąc najlepszy?
Przy głębszych gwintach płytka pracując tak jak na obrazkach poniżej jest narażona na spore opory, co wpływa na jakość wykonania oraz na trwałość samej płytki.
Tak się składa, że cykl G76 w wersji One Line. Posiada opcję wyboru strategii obróbki. Ale wszystko po kolei.
Cykl G76 w prostej formie
G76 X...Z...I...K...D...A...P...F...
X– Średnica końcowa gwintu
Z-Pozycja końca gwintu
I– Wartość pochylenia gwintu
K– Głębokość gwintu (podajemy w milimetrach)
D– Głębokość pierwszego przejścia
A– Kąt gwintu (jest 6 rodzai)
A0
Proste wejście
ISO
A29
Gwint trapezowy ACME
ANSI
A30
Gwint trapezowy
DIN 103
A55
Gwint rurowy Whitwortha
BSW, BSP
A60
Standardowy gwint 60°
Angielski Metryczny
A80
Niemiecki gwint pancerny
PG
P– Strategia obróbki
F– Posuw
Zaznaczam, że ten rodzaj gwintowania działa na wersjach Fanuc 10T/11T/15T. Na nowszych też podobno działa. Ale osobiście nie sprawdzałem .
Gwint Higbee to modyfikacja istniejącego gwintu. Sprawia ona że gwint jest znacznie gładszy na wejściu i nie ma możliwości zacięcia przy wkręcaniu. Można go spotkać pod nazwami “Quick Start Threads” albo“Blunt Start Threads”.
Tak wyglądają prawidłowo wykonany gwint Higbee:
Higbee najczęściej jest wykorzystywany w przemyśle Oil/Gas i w pożarnictwie. I to właśnie z myślą o strażakach ten rodzaj gwintu został wymyślony. Węże miały się łączyć szybko i bez zacięć. W strażackim Higbee pierwszy zwój jest całkowicie usunięty, dopiero na drugim jest wykonane gładkie wejście.
Ale jak to się robi?
Naszym celem jest usunięcie początkowej części nitki, która jest zwykle małą płetwą na ok 1/8 obwodu, stopniowo rozszerzająca się do prawidłowego zarysu gwintu. Aby ją usunąć należy użyć noża do rowkowania, po skończonym gwintowaniu.
W pierwszej kolejności musimy skalibrować nóż do gwintowania z naszym przecinakiem.
Jeśli zgrałeś te dwa noże ze sobą, musisz to jakoś rozpisać.
Załóżmy, że masz do wykonania gwint ze skokiem 3mm. Na 30mm wychodzi 10 zwoi minus jeden. Ten jeden to jest właśnie ta niepełna nitka, którą chcesz usunąć.
Zaprogramuj przecinak tym samym cyklem (np. G76) co nóż do gwintowania, tylko zamiast Z-30 wpisz Z-3, czyli długość jednej nitki. Wykonaj kilka przejazdów gratujących i dograj gładkie dno zmieniając X początkowy.
Prędkość obrotowa wrzeciona i szybkie przejazdy.
Te dwie wartości odpowiadają za kąt wyjścia rampy gradującej. Prędkość szybkich przejazdów jest stała ( a ich właśnie maszyna używa przy wyjeździe z materiału). Dla prostego wyjścia należy użyć mniejszych obrotów. Jeśli chcesz uzyskać bardziej gładkie wyjście należy zaprogramować większe obroty.
Jeśli twoja maszyna maszyna przyjmuje kod G32/G33 sprawa jest jeszcze prostsza. Wystarczy zaprogramować wyjście z gwintu dobierając odpowiedni posuw do głębokości gwintu.
Dzisiaj pokażę wam jeden z najpotrzebniejszych cykli. G76 czyli cykl nacinania gwintu.
Jak nacinać gwint wyjaśniłem już tutaj. Ale zapisanie nawet jednego prostego gwintu zajmie kilkadziesiąt bloków twojego programu. Więc jest ogromne prawdopodobieństwo, że w którymś momencie strzelimy gafę. W dodatku zapisanie go trwa wieki i nigdy nie będzie wykonany tak gładko jak gwint z cyklu.
Najgorsze jest:
Że jak będziemy chcieli coś poprawić, nawet jeden parametr taki jak głębokość skrawania, trzeba cały program od nowa przepisać.
Dwa bloki i wszystko gotowe
G76 P112233 Q** R**
G76 X** Z** R** P** Q** F**
Pierwszy blok
P- Jest to dosyć specyficzny parametr. Odpowiada za trzy rzeczy na raz.
Pierwsze dwie cyfry oznaczają ilość przejść wygładzających
Następne dwie odpowiadają za długość wyjścia z gwintu, np. 10 to 1 zwój (pod kątem 45 stopni)
Ostatnie służą do określenia kąta pod jakim nóż ma się zagłębiać w nitkę. W praktyce wygląda to w ten sposób, że wpisujemy: 00 i nóż będzie nacinał gwint w najgorszy sposób z możliwych, czyli zagłębiał się bezpośrednio na środku nitki w dół (obie strony płytki są mocno obciążone).
60 w przypadku gwintu metrycznego, nóż będzie nacinał gwint schodząc w dół po prawej krawędzi nitki pod zadanym kątem. W tym przypadku 60 st.
Są też inne kąty. poniższa tabela przedstawia wszystkie 6
A0
Proste wejście
ISO
A29
Gwint trapezowy ACME
ANSI
A30
Gwint trapezowy
DIN 103
A55
Gwint rurowy Whitwortha
BSW, BSP
A60
Standardowy gwint 60°
Angielski Metryczny
A80
Niemiecki gwint pancerny
PG
Q- Minimalna głębokość skrawania, na stronę wyrażona w mikronach ( 1mm = 1000μm ) W drugiej linii określamy głębokość pierwszego wejścia. Przy każdym następnym wejściu maszyna będzie zagłębiać nóż o coraz to mniejszą wartość. Ten parametr określa do jakiej ostatecznej głębokości skrawania maszyna ma dążyć.
R- Głębokość ostatniego przejścia , na stronę wyrażona w mikronach ( 1mm = 1000μm )
Drugi blok
X-Średnica dna gwintu
Z- Położenie końca gwintu
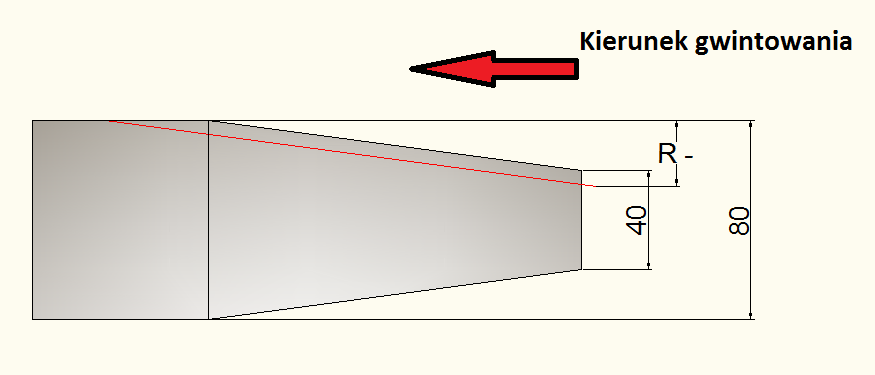
R-Tylko dla gwintów stożkowych. Przesunięcie średnicy końca gwintu
R- jeśli średnica się zwiększa
R+ jeśli średnica się zmnijsza
P-wysokość gwintu w mikronach ( 1mm = 1000μm )
Q- głębokość pierwszego przejścia w mikronach ( 1mm = 1000μm )
F- Skok gwintu
Najazd przed cyklem powinien być wykonany na średnicę większą niż średnica pod gwint. Wynika to z tego, że nóż wraca na początek gwintu po średnicy właśnie z tego najazdu. Jeśli najedziemy na za małą średnicę nóż będzie psuł gwint wracając lub co gorsza urwie płytkę. Dodatkowo narzędzie powinno się zatrzymać przynajmniej na odległość skoku gwintu od materiału.
Jeśli interesuje cię cykl G76 w wersji one line, lub chcesz się dowiedzieć jak zastosować strategię obróbki polegającą na zagłębianiu się w gwint naprzemiennie, zapraszam do tego wpisu.
Tyle z teorii, a tak to wygląda w praktyce:
Przykład 1:
Gwint zewnętrzny M30x3
Liczba przejazdów wykańczających 3
Jest to gwint metryczny więc kąt płytki wynosi 60°
Chcę żeby nóż wjeżdżał prosto w nitkę, obie krawędzie noża będą obciążone
Przedstawiam Ci gotową tabelę z G kodami używanymi na tokarkach, oprogramowanie Fanuc. W tabeli podane są 3 rodzaje G kodów do danego opisu. Który rząd, A, B, czy C pasuje do twojej maszyny? Musisz sprawdzić sam.
Klikając na opis zostaniesz przeniesiony na osobną stronę opisującą w jaki sposób użyć danego G kodu.
Do działania bloga wymagane są pliki cookies, o których przeczytasz w polityce prywatności. Czy zgadzasz się na ich wykorzystywanie?.
Privacy settings
Ustawienia Prywatności
My oraz wybrane przez nas firmy mogą (nie muszą) korzystać z informacji dla wymienionych celów.Możesz dopasować swój wybór lub przejść dalej do korzystania ze strony, jeśli zgadzasz się na te cele.
NOTE: Te ustawienia mają zastosowanie jedynie w przeglądarce i na urządzeniu, którego teraz używasz.
Personalizacja
Personalizacja
Gromadzenie i przetwarzanie informacji na temat sposobu korzystania przez użytkownika z usługi, aby z czasem dokonać personalizacji reklam lub treści dla użytkownika w innych kontekstach, na przykład w innych witrynach albo aplikacjach. Zazwyczaj treści w witrynie lub aplikacji są wykorzystywane do wyciągania wniosków na temat zainteresowań użytkownika, które zapewniają dane na potrzeby doboru reklam lub treści w przyszłości.
To będzie zawierać następujące elementy:
Łączenie danych ze źródeł offline, które zostały wyjściowo zgromadzone w kontekstach innych niż dane zgromadzone online na potrzeby realizacji jednego albo większej liczby celów.
Przetwarzanie danych w celu powiązania ze sobą wielu urządzeń należących do tego samego użytkownika na potrzeby realizacji jednego albo większej liczby celów.
Gromadzenie i obsługa dokładnych danych dotyczących lokalizacji geograficznej na potrzeby realizacji jednego albo większej liczby celów.
Przechowywanie i dostęp do informacji
Przechowywanie informacji albo dostęp do informacji przechowywanych na urządzeniu użytkownika, w tym dostęp do identyfikatorów reklamowych, innych identyfikatorów urządzenia, wykorzystanie plików cookie oraz podobnych technologii.
To będzie zawierać następujące elementy:
Łączenie danych ze źródeł offline, które zostały wyjściowo zgromadzone w kontekstach innych niż dane zgromadzone online na potrzeby realizacji jednego albo większej liczby celów.
Przetwarzanie danych w celu powiązania ze sobą wielu urządzeń należących do tego samego użytkownika na potrzeby realizacji jednego albo większej liczby celów.
Gromadzenie i obsługa dokładnych danych dotyczących lokalizacji geograficznej na potrzeby realizacji jednego albo większej liczby celów.