
Witam,
W poprzednich wpisach opisywałem jak używać G70, G71, G72, G73. Dziś przyszedl czas na G74.
Służy on do wiercenia głębokich otworów na tokarce CNC.
W zasadzie wiercenie można zapisać w ten sposób:
N10 G0 X0 Z1 N20 G1 Z-50 F0.15 N30 G0 Z10
Skoro można wiercić w ten sposób to po co używać G74?
- Łatwo go zaprogramować
- Ogranicza przegrzanie narzędzia i materiału obrabianego
- Ułatwia łamanie i odprowadzanie wiórów
Mamy taki detal :

I chcemy wywiercić w nim otwór, powiedzmy taki:

Wzór na cykl G74
G74 R... G74 Z... Q... F...
Pierwsza linia:

R- Wartość wycofania wiertła po każdym wwierceniu się o wartość Q
Druga linia:
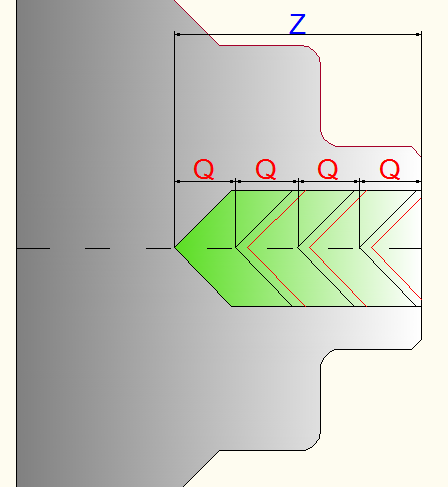
Z- Głębokość wierconego otworu
Q- Głębokość wiercenia, do momentu wycofania o parametr R .(wartość wyrażona w mikrometrach, tj: 5mm zapisze Q5000)
F- Posuw
Przykład 1:
- Potrzebny jest otwór głęboki na 40mm
- Po 10mm wiertło ma się wycofać o 1mm do tyłu.
(PRZYKLAD CYKL G74) (PRZEMOCNC) (WIERCENIE) N10 G54 T0101 (wybór bazy i wiertła) N30 G97 S150 M3 (określenie obrotów) N40 G0 X0 Z5 (najazd przed czoło półfabrykatu ) N45 G74 R1 (określenie wartości wycofania) N50 G74 Z-40 Q10000 F0,15 (głębokość otworu, głębokość wiercenia do momentu wycofania o 1mm na końcu posuw) N60 G28 U0 W0 N70 M30

Przykład 2
- Potrzebny jest otwór głęboki na 100mm
- Po 50mm wiertło ma się wycofać o 5mm do tyłu.
(PRZYKLAD CYKL G74)
(PRZEMOCNC)
(WIERCENIE)
N10 G54 T0101
N30 G97 S150 M3
N40 G0 X0 Z5
N45 G74 R5
N50 G74 Z-100 Q50000 F0,15
N60 G28 U0 W0
N70 M30

To by było na tyle. Do następnego razu 🙂