
Witam.
Przyszedł czas na wpis, który przyda się bardzo wielu czytelnikom mojego bloga.
Po ca są cykle pisałem już w tym wpisie.
Będę starał się wyjaśnić wszystkie cykle używane w Fanucu. Na pierwszy ogień idzie cykl G71.
Służy on do toczenie zgrubnego wzdłuż osi Z.
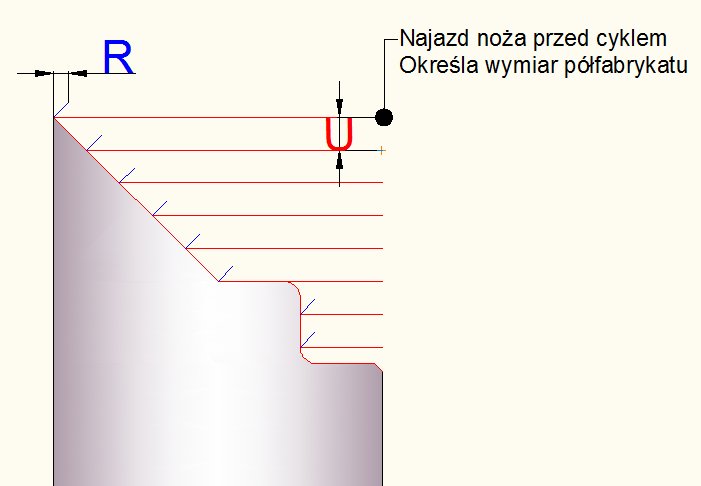
Załóżmy, że mamy taki detal do wykonania:

Półfabrykat wygląda tak:

Tak więc półfabrykatem jest zwykły wałek
Cała część na czerwono musi być zdarta. Aby zaprogramować to jak najszybciej wystarczy, że podam ostatnią ścieżkę narzędzia i określę parametry obróbki . Maszyna posiada standardowy algorytm, który utworzy ścieżki zgrubne za nas.
Aby określić parametry musimy poznać wzór na cykl G71. Wygląda on w ten sposób:
G71 U... R... G71 P... Q... U... W... F...
A teraz pasowało by wyjaśnić co oznacza każda z zapisanych liter.
Pierwsza linia:
U- Grubość wióra. Jeśli chciałbym aby maszyna przybierała co 4mm wpisuję 2
R-Wartość odjazdu. Maszyna po jednym przybraniu pod koniec odjedzie od materiału o zaprogramowaną wartość pod kątem 45st.
Druga linia:

P-Numer bloku rozpoczynającego ścieżkę finalną narzędzia.Jeśli najazd w tym bloku będzie na G0 narzędzie będzie dojeżdżać w każdym powtórzeniu na G0, jeśli zapiszemy G1 maszyna będzie przybierać na ruchu roboczym.
Q-Numer bloku kończącego ścieżkę finalną narzędzia.
U-Naddatek na obróbkę wykańczającą w osi X
W- Naddatek na obróbkę wykańczającą w osi Z
F-Posuw
Teraz pasuje to wykończyć, ale przecież nie będziemy pisać ścieżki wykańczającej od nowa. Od tego jest polecenie G70.
G70 P... Q... F...

P-Numer bloku rozpoczynającego ścieżkę finalną narzędzia.
Q-Numer bloku kończącego ścieżkę finalną narzędzia.
F- posuw z jakim ma być wykonana obróbka wykańczająca jeśli nie jest określony w podprogramie.
Tyle z teorią. Jak to wygląda w praktyce?
Przykład 1:
Obróbka zgrubna detalu, średnica zewnętrzna.
- Grubość wióra 10mm czyli 20mm na średnicy.
- Posuw 0.3
- Odjazd po każdej ścieżce 4mm
- Naddatek na toczenie wykańczające w X 5mm, w Z 1mm
- Toczymy z wałka o średnicy 400mm
- Zakładam, że czoło jest splanowane na 0

(PRZYKLAD CYKL G71) (PRZEMOCNC) (TOCZENIE FI ZEW. ZGR) N10 G54 T0101 (wybór bazy i noża) N20 G50 S800 (ograniczenie obrotów) N30 G96 S150 M3 (określenie stałej prędkości skrawania i kierunek obrotów) N40 G0 X400 Z1 (najazd przed czoło półfabrykatu w X średnica od jakiej mamy zaczynać obróbkę zgrubną) N50 G71 U10 R4 (określenie grubości wióra 10mm i odjazdu 4mm) N60 G71 P70 Q80 U5 W1 F0.3 (początek i koniec podprogramu kolejno naddatek X i Z na końcu posuw) N70 G0 G42 X90 Z1 (początek podprogramu) G1 Z0 F0.1 X100 Z-5 Z-50 R10 X200 R10 Z-100 X400 Z-200 N80 G40 U1 (koniec podprogramu) N90 G70 P70 Q80 F0.1 (cykl wykańczający) N100 G28 U0 W0 N110 M30
Pracując na różnych maszynach możemy się spotkać czasami , że sprzęt odmówi nam posłuszeństwa i na ekranie wywali błąd, że źle zapisaliśmy cykl. Należy wtedy delikatnie zmienić początek podprogramu. Zamiast Z i X w jednej linii, należy wartości X wpisać w pierwszym bloku a wartość Z w drugim. Zapis będzie wyglądał w ten sposób:
(PRZYKLAD CYKL G71) (PRZEMOCNC) (TOCZENIE FI ZEW. ZGR) N10 G54 T0101 (wybór bazy i noża) N20 G50 S800 (ograniczenie obrotów) N30 G96 S150 M3 (określenie stałej prędkości skrawania i kierunek obrotów) N40 G0 X400 Z1 (najazd przed czoło półfabrykatu w X średnica od jakiej mamy zaczynać obróbkę zgrubną) N50 G71 U10 R4 (określenie grubości wióra 2.5mm i odjazdu 4mm) N60 G71 P70 Q80 U5 W1 F0.3 (początek i koniec podprogramu kolejno naddatek X i Z na końcu posuw) N70 G0 G42 X90 (początek podprogramu) Z1 G1 Z0 F0.1 X100 Z-5 Z-50 R10 X200 R10 Z-100 X400 Z-200 N80 G40 U1 (koniec podprogramu) N90 G70 P70 Q80 F0.1 (cykl wykańczający) N100 G28 U0 W0 N110 M30
Wersja 1
Narzędzie wygładza powierzchnię obrabianą przy każdym przejściu wg docelowego profilu.

Wersja 2
Narzędzie nacina zęby i dopiero na koniec wygładza cały profil

Należy pamiętać o jeszcze jednej bardzo ważnej rzeczy przy wersji 2:
Pozycja startowa cyklu w osi X musi być powyżej ostatniej średnicy z podprogramu. Ponieważ po ostatnim przejściu wygładzającym maszyna będzie chciała wrócić do punktu, z którego rozpoczęła obróbkę po najkrótszej linii. Zresztą identycznie ma się sprawa przy G70.

Przykład 2
Obróbka zgrubna detalu, średnica zewnętrzna.
- Grubość wióra 3mm czyli 6mm na średnicy.
- Posuw 0.2
- Odjazd po każdej ścieżce 1 mm
- Naddatek na toczenie wykańczające w X 1mm, w Z 5mm
- Toczymy z wałka o średnicy 400mm
- Zakładam, że czoło jest splanowane na 0
(PRZYKLAD CYKL G71) (PRZEMOCNC) (TOCZENIE FI ZEW. ZGR) N10 G54 T0101 N20 G50 S800 N30 G96 S150 M3 N40 G0 X400 Z1 N50 G71 U3 R1 N60 G71 P70 Q80 U1 W5 F0.2 N70 G0 G42 X90 Z1 G1Z0 X100 Z-5 Z-50 R10 X200 R10 Z-100 X400 Z-200 N80 G40 U1 N90 G70 P70 Q80 F0.1 N100 G28 U0 W0 N110 M30


Przykład 3
Obróbka zgrubna detalu, otwór.
- Grubość wióra 10mm czyli 20mm na średnicy.
- Posuw 0.2
- Odjazd po każdej ścieżce 1mm
- Naddatek na toczenie wykańczające w X5mm, w Z 1mm
- Zakładam nawiercony otwór fi 50
- Zakładam, że czoło jest splanowane na 0

(PRZYKLAD CYKL G71) (PRZEMOCNC) (TOCZENIE FI WEW. ZGR) N10 G54 T0101 N20 G50 S800 N30 G96 S150 M3 N40 G0 X50 Z1 N50 G71 U10 R1 N60 G71 P70 Q80 U-5 W1 F0.2 N70 G0 G41 X310 Z1 G1Z0 X300 Z-5 Z-50 R10 X200 C5 Z-100 R10 X100 C5 Z-150 R10 X-1 N80 G40 W1 N90 G70 P70 Q80 F0.1 N100 G28 U0 W0 M30


To by było tyle na dzisiaj. Cykl G72 wyjaśnię w następnym wpisie.
Brak.
Jeśli Ci pomogłem,

Witam. Jaki program polecasz do pobawienia sie w pisanie programu z przedstawieniem graficznym od razu? takie 2 w 1. Jestem operatorem, czytam Twoje wpisy, chialbym sam cos w domu pocwiczyc.
Witam,polecam Cimco. Symulacja w czasie rzeczywistym + obsługa cykli.
SSCNC chiński produkt – fajna symulacja maszyny, rzeczywisty wygląd pulpitu i maszyny
CNC Simulator na androida super sprawa 😁
Osobiście nigdy nie używałem. Ale opinie ma dobre. Sprawdzę na wolnym czasie i dam znać co o niej sądzę.
Witam , interesuje mnie cykl obrobki otworu, a mianowicie dlaczego tam jest w wersie N60 głebokość skrawania U z minusem ?
Witam,
Tam jest minus ponieważ należy zostawić naddatek na obróbkę wykańczającą. W tym przypadku to jest 5mm. W otworach naddatek wpisujemy z “-“, przy obróbce fi zewnętrznej naddatek zapisuje jako wartość plusowa.
Dzieki Przemek, interesuje mnie jeszcze kompleksowe ustawienie glowicy w ctx 310 fanuc oi 210 is i fanuc ctx oi 32i sraz po tym ustawieniu z mierzeniem pierwszego narzedzia z płytką wzorcową itd jantrzeci@wp.pl moj e mail 🙂
W tym momencie nie mam dostępu do tych maszyn. Ale zasada mierzenia narzędzi jest taka sama w każdej maszynie z danym oprogramowaniem. Postaram się coś zorganizować i dodać osobny wpis.
Witam,
mam pytanie odnośnie “wersji” skrawania a mianowicie czy w cyklu G71 da się coś zrobić aby maszyna pracowała tak: “narzędzie wygładza powierzchnię obrabianą przy każdym przejściu wg docelowego profilu”, a nie tak “narzędzie nacina zęby i dopiero na koniec wygładza cały profil”. Czy to już jest zależne od algorytmu maszyny?
Tak właśnie powinien działać ten cykl na Fanucu. U Ciebie jest ten problem, że masz Hassa i zapis delikatnie się różni od Fanuca. Zresztą dokładniej wyjaśniłem już na priv
Witam mam pytanie włączamy kompensacja ostrza G42przy G71 I wyłączamy na końcu cyklu G40 a przy cyklu wykończeniowym G70 nie robimy tego ?
Cykl wykańczający odwołuje się do tego samego podprogramu co cykl zgrubny. Przy czym cykle zgrubne nie uwzględniają korekcji narzędzia. Zostaje ona włączona dopiero przy cyklu wykańczającym.
Witam.Przykladowe programy ktore zrobiles nie posiadaja kodow do zaokraglen G2 i G3.Nie ma
potrzeby ich uzywac?Dzieki i Pozdr.
W niektórych przypadkach nie trzeba używać G2, G3. Dokładnie wyjaśniłem to tutaj: http://przemocnc.pl/2019/05/13/28-programowanie-promieni-za-pomoca-parametru-r-i-kodu-g01/
Witam
Przy wtaczaniu Dlaczego zaczynasz pisanie programu od x310 a nie od x 50 ? skoro otwór od wiertła ma fi 50.
50 to jest średnica otworu. W podprogramie wpisywana jest ścieżka wykańczająca. Cykl sam wylicza sobie ścieżki od średnicy podanej przed Cyklem
Nie chcę się czepiać, ale cykl wykonania podprogramu (P i Q) jest od linii N70 do N80:
N50 G71 U10 R1
N60 G71 P70 Q80 U-5 W1 F0.2
Następnie w linii z N70 włączona zostaje kompensacja narzędzia na prawo od konturu:
N70 G0 G42 X90 (początek podprogramu)
Z1
G1 Z0 F0.1
X100 Z-5
Z-50 R10
X200 R10
Z-100
X400 Z-200
N80 G40 U1 (koniec podprogramu)
A na końcu podprogramu (w linii, która wykonuje się jako ostatnia) kompensacja zostaje wyłączona odsuwając narzędzie o 1 mm inkrementalnie. Wiem, że pomiędzy blokami w parametrze P i Q mogą zostać zawarte informacje o konturze, naddatku, posuwie i obrotach.
A co z tą kompensacją? Czy podprogram nie powinien się kończyć linijkę wyżej? Czyli:
N80 X400 Z-200 (koniec podprogramu)
G40 U1
Kompensacja musi być zawarta w podprogramie. Przecież później będziesz chciał się odwołać do tych ścieżek w cyklu wykańczającym.
Czyli wyłączenie kompensacji musi następować na każdym wyjściu z podprogramu? Bardziej logiczne wydaje mi się wykonanie podprogramu przy cyklu zgrubnym oraz wykańczającym z załączoną kompensacją, a następnie (jeden raz) po wyjściu z cykli. Napisałeś, że później będę chciał się odwołać do tych ścieżek w cyklu wykańczającym. Ale przecież cykl wykańczający wykorzystuje te same parametry P i Q, które były zawarte w cyklu zgrubnym więc skąd sens przełączania się między tymi cyklami z kompensacją?
Witam. A co oznacza C w cyklu?
C to funkcja pozwalająca szybko wykonywać fazy bez przeliczeń. Dokładne wyjaśnienie tutaj: http://przemocnc.pl/2019/05/06/27-programowanie-fazy-za-pomoca-parametru-c/
Jeszcze fajną opcją jest dodanie W0. w pierwszej linii G71. Mamy wtedy możliwość toczenia z wklęśnięciem na powierzchni jak w przykładzie poniżej. Bez dodania tej wartości nóż uderzy w materiał z większą średnicą w momencie przejazdu na początek detalu przed kolejnym zebraniem materiału.
G71U1.5R.2W0.
G71P100Q200U.5W-.05F.1
N100G0X-1.
G1G41X0.Z0.F.05
G2X14.5Z7.25R7.25
G2X11.5Z11.67R7.25
G3X7.9Z14.58R3.26
G3X11.47Z17.5R3.26
G1X16.4,R.2
G1Z19.
G4X.5
G1X29.,R.3
G1X31.65,A60.,R.5
G1Z22.
N200G0G40X#814+1.
G80
G70P100Q200
G80
Witam mam problem z cyklem G 71 nie robi podcięć i wgłębień zadanych w cyklu przy głębokosci skrawania U 1mm tylko wgłębienie lub podcięcie wybiera na jeden przejazd zgrubny .
Witam mam problem z cyklem G 71 nie robi podcięć i wgłębień zadanych w cyklu przy głębokosci skrawania U 1mm tylko wgłębienie lub podcięcie wybiera na jeden przejazd zgrubny
Witam mam pytanie jaki jest kod G.Przed cyklem G 71 żeby z cyklu zrobić zagłębienia lub podcięcie
Ja nie znam takiego kodu. Możesz próbować G73.
Witam jak zrobić kule z jednego zamocowania używałem kodu cyklu G71 ale nie wybiera z drugiej strony kuli
To wszystko zależy od maszyny. Jeśli twoja nie pozwoli Ci z jednej ścieżki wybrać kulę, trzeba rozpisać ścieżkę na dwa etapy. Do połowy kuli. Tył kuli.
Witam mam pytanie a czy znacie cykl na podcięcia DIN np. 509. Jak nie ma takiego cyklu to jak trzeba było to napisać z palca?
Do takich podcięć najlepiej użyć oprogramowania CAM. Wygenerować ścieżkę bez korekcji. Najszybciej najłatwiej .
Przemku, nie za bardzo rozumiem zapis przy literce P:
“Jeśli najazd w tym bloku będzie na G0 narzędzie będzie dojeżdżać w każdym powtórzeniu na G0, jeśli zapiszemy G1 maszyna będzie przybierać na ruchu roboczym.”
Dokładnie
W opisie cyklu G73 pisałeś, że wyjechałeś narzędziem przed czoło detalu, żeby uniknąć kolizji na powrocie, a tutaj nie ma takiego polecenia, choć początek konturu jest ten sam. O co chodzi?