
Witam.
Przyszedł czas na wpis, który przyda się bardzo wielu czytelnikom mojego bloga.
Po ca są cykle pisałem już w tym wpisie.
Będę starał się wyjaśnić wszystkie cykle używane w Fanucu. Na pierwszy ogień idzie cykl G71.
Służy on do toczenie zgrubnego wzdłuż osi Z.
Załóżmy, że mamy taki detal do wykonania:

Półfabrykat wygląda tak:

Tak więc półfabrykatem jest zwykły wałek
Cała część na czerwono musi być zdarta. Aby zaprogramować to jak najszybciej wystarczy, że podam ostatnią ścieżkę narzędzia i określę parametry obróbki . Maszyna posiada standardowy algorytm, który utworzy ścieżki zgrubne za nas.
Aby określić parametry musimy poznać wzór na cykl G71. Wygląda on w ten sposób:
G71 U... R... G71 P... Q... U... W... F...
A teraz pasowało by wyjaśnić co oznacza każda z zapisanych liter.
Pierwsza linia:
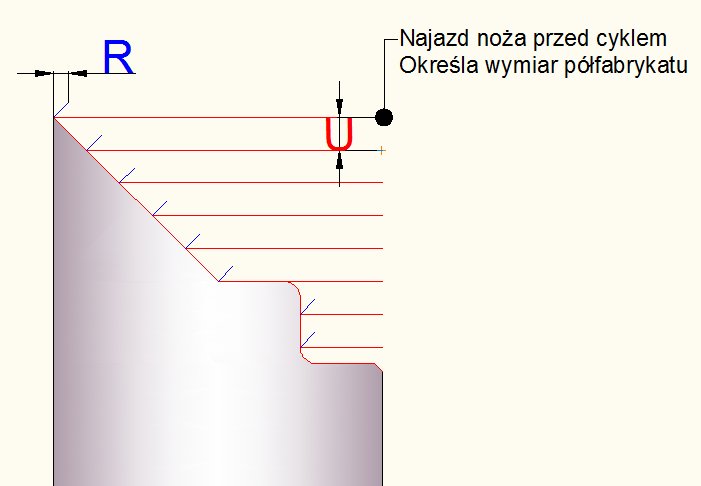
U- Grubość wióra. Jeśli chciałbym aby maszyna przybierała co 4mm wpisuję 2
R-Wartość odjazdu. Maszyna po jednym przybraniu pod koniec odjedzie od materiału o zaprogramowaną wartość pod kątem 45st.
Druga linia:

P-Numer bloku rozpoczynającego ścieżkę finalną narzędzia.Jeśli najazd w tym bloku będzie na G0 narzędzie będzie dojeżdżać w każdym powtórzeniu na G0, jeśli zapiszemy G1 maszyna będzie przybierać na ruchu roboczym.
Q-Numer bloku kończącego ścieżkę finalną narzędzia.
U-Naddatek na obróbkę wykańczającą w osi X
W- Naddatek na obróbkę wykańczającą w osi Z
F-Posuw
Teraz pasuje to wykończyć, ale przecież nie będziemy pisać ścieżki wykańczającej od nowa. Od tego jest polecenie G70.
G70 P... Q... F...

P-Numer bloku rozpoczynającego ścieżkę finalną narzędzia.
Q-Numer bloku kończącego ścieżkę finalną narzędzia.
F- posuw z jakim ma być wykonana obróbka wykańczająca jeśli nie jest określony w podprogramie.
Tyle z teorią. Jak to wygląda w praktyce?
Przykład 1:
Obróbka zgrubna detalu, średnica zewnętrzna.
- Grubość wióra 10mm czyli 20mm na średnicy.
- Posuw 0.3
- Odjazd po każdej ścieżce 4mm
- Naddatek na toczenie wykańczające w X 5mm, w Z 1mm
- Toczymy z wałka o średnicy 400mm
- Zakładam, że czoło jest splanowane na 0

(PRZYKLAD CYKL G71) (PRZEMOCNC) (TOCZENIE FI ZEW. ZGR) N10 G54 T0101 (wybór bazy i noża) N20 G50 S800 (ograniczenie obrotów) N30 G96 S150 M3 (określenie stałej prędkości skrawania i kierunek obrotów) N40 G0 X400 Z1 (najazd przed czoło półfabrykatu w X średnica od jakiej mamy zaczynać obróbkę zgrubną) N50 G71 U10 R4 (określenie grubości wióra 10mm i odjazdu 4mm) N60 G71 P70 Q80 U5 W1 F0.3 (początek i koniec podprogramu kolejno naddatek X i Z na końcu posuw) N70 G0 G42 X90 Z1 (początek podprogramu) G1 Z0 F0.1 X100 Z-5 Z-50 R10 X200 R10 Z-100 X400 Z-200 N80 G40 U1 (koniec podprogramu) N90 G70 P70 Q80 F0.1 (cykl wykańczający) N100 G28 U0 W0 N110 M30
Pracując na różnych maszynach możemy się spotkać czasami , że sprzęt odmówi nam posłuszeństwa i na ekranie wywali błąd, że źle zapisaliśmy cykl. Należy wtedy delikatnie zmienić początek podprogramu. Zamiast Z i X w jednej linii, należy wartości X wpisać w pierwszym bloku a wartość Z w drugim. Zapis będzie wyglądał w ten sposób:
(PRZYKLAD CYKL G71) (PRZEMOCNC) (TOCZENIE FI ZEW. ZGR) N10 G54 T0101 (wybór bazy i noża) N20 G50 S800 (ograniczenie obrotów) N30 G96 S150 M3 (określenie stałej prędkości skrawania i kierunek obrotów) N40 G0 X400 Z1 (najazd przed czoło półfabrykatu w X średnica od jakiej mamy zaczynać obróbkę zgrubną) N50 G71 U10 R4 (określenie grubości wióra 2.5mm i odjazdu 4mm) N60 G71 P70 Q80 U5 W1 F0.3 (początek i koniec podprogramu kolejno naddatek X i Z na końcu posuw) N70 G0 G42 X90 (początek podprogramu) Z1 G1 Z0 F0.1 X100 Z-5 Z-50 R10 X200 R10 Z-100 X400 Z-200 N80 G40 U1 (koniec podprogramu) N90 G70 P70 Q80 F0.1 (cykl wykańczający) N100 G28 U0 W0 N110 M30
Wersja 1
Narzędzie wygładza powierzchnię obrabianą przy każdym przejściu wg docelowego profilu.

Wersja 2
Narzędzie nacina zęby i dopiero na koniec wygładza cały profil

Należy pamiętać o jeszcze jednej bardzo ważnej rzeczy przy wersji 2:
Pozycja startowa cyklu w osi X musi być powyżej ostatniej średnicy z podprogramu. Ponieważ po ostatnim przejściu wygładzającym maszyna będzie chciała wrócić do punktu, z którego rozpoczęła obróbkę po najkrótszej linii. Zresztą identycznie ma się sprawa przy G70.

Przykład 2
Obróbka zgrubna detalu, średnica zewnętrzna.
- Grubość wióra 3mm czyli 6mm na średnicy.
- Posuw 0.2
- Odjazd po każdej ścieżce 1 mm
- Naddatek na toczenie wykańczające w X 1mm, w Z 5mm
- Toczymy z wałka o średnicy 400mm
- Zakładam, że czoło jest splanowane na 0
(PRZYKLAD CYKL G71) (PRZEMOCNC) (TOCZENIE FI ZEW. ZGR) N10 G54 T0101 N20 G50 S800 N30 G96 S150 M3 N40 G0 X400 Z1 N50 G71 U3 R1 N60 G71 P70 Q80 U1 W5 F0.2 N70 G0 G42 X90 Z1 G1Z0 X100 Z-5 Z-50 R10 X200 R10 Z-100 X400 Z-200 N80 G40 U1 N90 G70 P70 Q80 F0.1 N100 G28 U0 W0 N110 M30


Przykład 3
Obróbka zgrubna detalu, otwór.
- Grubość wióra 10mm czyli 20mm na średnicy.
- Posuw 0.2
- Odjazd po każdej ścieżce 1mm
- Naddatek na toczenie wykańczające w X5mm, w Z 1mm
- Zakładam nawiercony otwór fi 50
- Zakładam, że czoło jest splanowane na 0

(PRZYKLAD CYKL G71) (PRZEMOCNC) (TOCZENIE FI WEW. ZGR) N10 G54 T0101 N20 G50 S800 N30 G96 S150 M3 N40 G0 X50 Z1 N50 G71 U10 R1 N60 G71 P70 Q80 U-5 W1 F0.2 N70 G0 G41 X310 Z1 G1Z0 X300 Z-5 Z-50 R10 X200 C5 Z-100 R10 X100 C5 Z-150 R10 X-1 N80 G40 W1 N90 G70 P70 Q80 F0.1 N100 G28 U0 W0 M30


To by było tyle na dzisiaj. Cykl G72 wyjaśnię w następnym wpisie.