

Cykl niezbędny przy wykonywaniu precyzyjnych otworów za pomocą wytaczadeł. Wytaczadło po osiągnięciu dna zatrzymuje się, następnie odsuwa od powierzchni obrabianej o zadaną wartość i wyjeżdża z otworu. Ustawianie wytaczadła na konkretny wymiar opiszę innym razem.
Wzór na G76
G76 Z... R... Q... P... F... K...

G76- Wywołanie cyklu
Z– Głębokość otworu
R– Wartość wycofania ponad pozycję początkową.
Q– Odsunięcie na dnie otworu od powierzchni obrabianej
P– Czas postoju na dnie obrabianego otworu (jednostka milisekunda)
F– Posuw
K– Liczba powtórzeń
Przy parametrze Q staraj się używać małych wartości, rzędu 0.1mm. Z doświadczenia wiem, że w otworach jest zazwyczaj bardzo ciasno i każda dyszka robi różnicę. Dodatkowo należy zwrócić szczególną uwagę na pozycję ostrza przy ładowaniu narzędzia do magazynu. Zawsze przed załadunkiem włącz pozycjonowanie wrzeciona. Pamiętaj, że domyślny odjazd wytaczadła w cyklu to -X.
Przykład 1:
Do wykonania otwór wg rysunku. Oczywiście jest on już wywiercony na mniejszy wymiar.
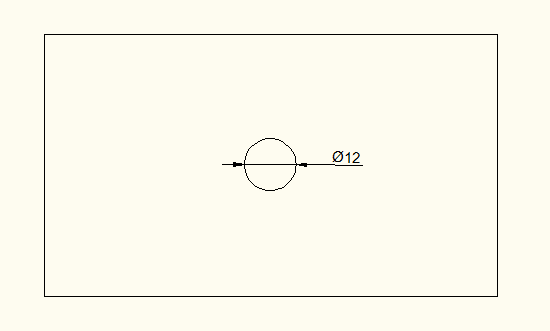
- Pozycja bezpieczna 5mm
- Głębokość otworu 45mm
- Odjazd od powierzchni obrobionej 0.1mm
- Czas postoju na dnie otworu pól sekundy
- Posuw 120 mm/min
(PRZYKLAD 1) (PRZEMOCNC) T06 M6 (WYTACZADLO) N20 G90 G80 G17 G00 G54 X0 Y0 ; N30 G43 Z5 H06 ; N40 M03 S2000 ; N50 M08 ; N60 G76 Z-45 P500 Q0.1 R5 F120 ; N70 G80 N80 G00 Z100 ; N90 M30 ;
Przykład 2:

Do wykonania otwory wg rysunku
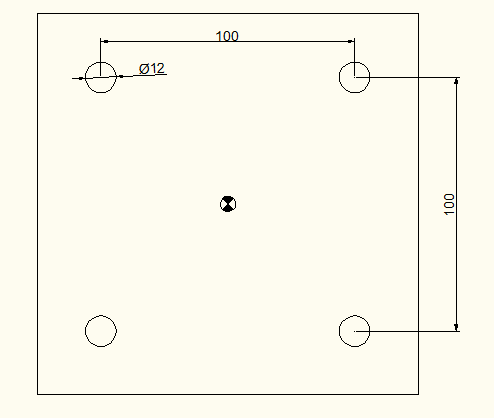
- Pozycja bezpieczna 2mm
- Głębokość otworu 45mm
- Odjazd od powierzchni obrobionej 0.2mm
- Czas postoju na dnie otworu sekunda
- Posuw 100 mm/min
(PRZYKLAD 2) (PRZEMOCNC) T06 M6 (WYTACZADLO) N20 G90 G80 G17 G00 G54 X-50 Y-50 ; N30 G43 Z5 H06 ; N40 M03 S2000 ; N50 M08 ; N60 G76 Z-45 P1000 Q0.2 R2 F100 ; N70 Y50 N80 X50 N90 Y-50 N100 G80 N110 G00 Z100 ; N120 M30 ;
To by było tyle na dzisiaj. Zapraszam do subskrybowania za pomocą zakładki newsletter.
Jeśli masz jakieś uwagi, nie wahaj się. Skomentuj. Na pewno odpowiem.
Pozdrawiam PrzemoCNC
Jeśli Ci pomogłem,

Panie nauczycielu piszemy POSUW
Dzięki. Już poprawiłem.
Gdybym koło g76 wpisał g99 albo nawet g98 nic by się nie stało ? Przy g99 wycofało by do R a przy g98 powróciło by do ostatniego Z i dalej by kontynuowało wytaczanie otworów ?
Jeśli mam ustawione na maszynie cofnięcie „Q w osi Y” a chciałbym zmienic na X? Jak to zapisać?
Żeby to zmienić trzeba pogrzebać trochę w parametrach. Odpowiada za to parametr 5101
Bit 5 Bit 4 = odjazd
00 X+
01 X-
10 Y+
11 Y-
Numer parametru może się różnić w zależności od wersji Fanuc. Jeśli nie masz pewności nie grzeb w parametrach. Źle dokonane zmiany mogą Cie sporo kosztować.
Dlaczego mimo tego ,ze wpisuję w cyklu odjazd od powierzchni obrabianej to maszyna nie odjeżdża w bok tylko od razu do góry ?