Cykl niezbędny przy wykonywaniu precyzyjnych otworów za pomocą wytaczadeł. Wytaczadło po osiągnięciu dna zatrzymuje się, następnie odsuwa od powierzchni obrabianej o zadaną wartość i wyjeżdża z otworu. Ustawianie wytaczadła na konkretny wymiar opiszę innym razem.
Wzór na G76
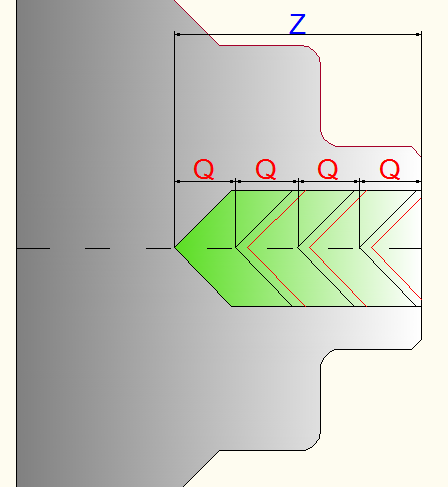
G76 Z... R... Q... P... F... K...
G76- Wywołanie cyklu
Z– Głębokość otworu
R– Wartość wycofania ponad pozycję początkową.
Q– Odsunięcie na dnie otworu od powierzchni obrabianej
P– Czas postoju na dnie obrabianego otworu (jednostka milisekunda)
F– Posuw
K– Liczba powtórzeń
Przy parametrze Q staraj się używać małych wartości, rzędu 0.1mm. Z doświadczenia wiem, że w otworach jest zazwyczaj bardzo ciasno i każda dyszka robi różnicę. Dodatkowo należy zwrócić szczególną uwagę na pozycję ostrza przy ładowaniu narzędzia do magazynu. Zawsze przed załadunkiem włącz pozycjonowanie wrzeciona. Pamiętaj, że domyślny odjazd wytaczadła w cyklu to -X.
Przykład 1:
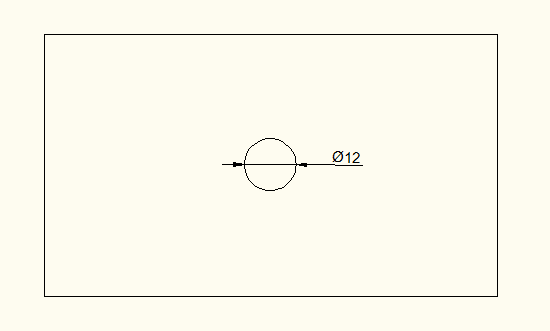
Do wykonania otwór wg rysunku. Oczywiście jest on już wywiercony na mniejszy wymiar.
Gwintowanie jest jedną z najczęściej używanych operacji na frezarkach. Głupio by było nie znać cyklu tak bardzo ułatwiającego życie.
G84 bo to o nim mowa, można stosować na kilka sposobów. A to jakiego Ty użyjesz zależy tylko od Ciebie. A raczej od Ciebie i twojej maszyny. Zaraz wyjaśnię Ci dlaczego.
Zacznę od najprostszej formy. To powinna czytać każda maszyna
Wzór na G84
G84 Z... P... R... F... K...
G84– Włączenie cyklu gwintowania. Gwint prawy
Z– Pozycja dna gwintu
P-Przerwa na dnie otworu ( Jednostka milisekundy)
R-Pozycja wycofania narzędzia, ponad pozycję początkową.
F-Posuw
K– Liczba powtórzeń cyklu (opcjonalnie)
Dla gwintu lewego kod G84 zastąp G74.
Minimum informacji, wystarcza aby prawidłowo zaprogramować gwintowanie.
Ale nie Ciesz się tak bardzo. Może się okazać, że twoja maszyna, mimo tego, że przeczyta cykl i będzie go wykonywać i tak będzie rwała gwint.
Powody mogą być dwa:
Twoja maszyna ma funkcję gwintowania sztywnego ale trzeba ją dodatkowo aktywować kodem M29 wpisanym w tym samym bloku co określenie obrotów.
Twoja maszyna nie ma funkcji gwintowania sztywnego. Jedynym wyjściem jest zastosowanie oprawki kompensacyjnej.
Przykład 1:
Mam do nagwintowania otwór:
Zakładam głębokość gwintu 45mm
Postój na dnie pół sekundy
Pozycja bezpieczna 1mm
Na rysunku jest otwór ⌀ 12. No to ja nagwintuje go gwintownikiem M14, bo tak się składa, że otwór pod gwint M14 to właśnie ⌀ 12.
Na pewno zauważyłeś, że wpisałem posuw 600. Dlaczego taki a nie inny?
Skok gwintu M14 wynosi 2. Wzór na posuw przy gwintowaniu wygląda następująco:
F=P*S
F-Posuw
P-Skok gwintu
S-Obroty wrzeciona
Za każdym razem gdy zmienisz obroty, jesteś zmuszony przeliczyć od nowa posuw.
A gdyby był łatwiejszy sposób? Bez konieczności przeliczania.
Tym sposobem są dwa Gkody:
G94– Posuw milimetry na minutę (domyślny dla frezarek)
G95- Posuw milimetry na obrót
Gdy przed cyklem gwintowania ustawimy posuw w milimetrach na obrót, jedyne co będziemy musieli zrobić to wpisać wartość skoku w miejsce posuwu. Oczywiście po skończonym gwintowaniu należy powrócić do posuwu wyrażonego w milimetrach na minutę za pomocą G94. Przykład 2 pokaże Ci jak będzie taki program wyglądał.
Przykład 2:
Zakładam głębokość gwintu 45mm
Gwint M14
Postój na dnie pół sekundy
Pozycja bezpieczna 1mm
Czyli taki sam gwint jak w przykładzie nr1. Z tą różnicą że teraz użyję G95.
Tak jak pisałem wcześniej, niektóre maszyny nie obsługują gwintowania na sztywno bezpośrednio. Należy się wspomóc funkcją M29. Wtedy program będzie wyglądał tak:
Na wcześniejszych przykładach pokazałem Ci jak gwintować “na raz”. Ale co jeśli pracujemy w “trudnym” materiale lub gdy dostał się nam głęboki gwint do wykonania?
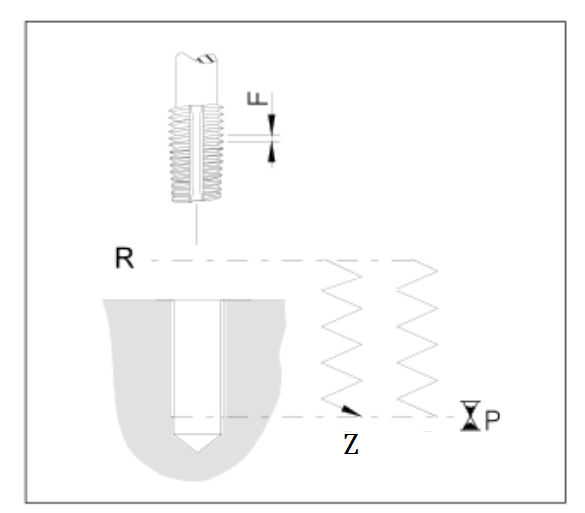
Zaprezentuję Ci jak wykonać gwint w sposób pokazany powyżej .
Jeśli masz szczęście twoja maszyna obsługuje tą funkcję. Wtedy wzór na gwintowanie wygląda następująco:
G84 Z... P... Q... R... F...
G84– Włączenie cyklu gwintowania. Gwint prawy
Z– Pozycja dna gwintu
P-Przerwa na dnie otworu ( Jednostka milisekundy)
Q– Głębokość gwintowania do momentu wycofania
R-Pozycja wycofania narzędzia, ponad pozycję początkową.
F-Posuw
Doszedł jeden parametr odpowiedzialny za stopniowe gwintowanie.
Oczywiście nie żyjemy w świecie idealnym. Może się zdarzyć, że Twoja maszyna nie będzie obsługiwała gwintowania stopniowego. Co wtedy? Nic straconego. Jest pewien sposób. Przykład 5 pokaże Ci jak tego dokonać.
Jak widzisz narzędzie pracuje tak samo, zmienił się sposób zapisu.
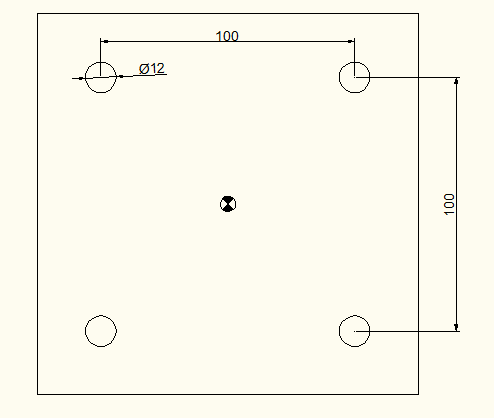
Gwintowanie kilku otworów
Rzadko się zdarza, że do wykonania mamy tylko jeden gwint. Zazwyczaj jest ich kilka, kilkanaście, kilkadziesiąt. Nie ma konieczności wpisywania cyklu przy każdym z nich. Wystarczy to zrobić tylko przy pierwszym, a potem już tylko podawać pozycję otworów. Przykład 6 Ci to wyjaśni.
Gwintowanie lewego gwintu wygląda tak samo. Jest tylko jedna różnica Zamiast G84 należy zastosować G74.
Trochę długo, ale chciałem jak najwięcej zawrzeć w dzisiejszym wpisie. I tak pewnie o czymś zapomniałem. Gdybyś zauważył jakieś niedociągnięcia, nie zapomnij mi o tym powiedzieć.
Nie zapomnij zasubskrybować za pomocą zakładki Newsletter.
W twojej przygodzie z maszynami na pewno przyjdzie taki dzień, że będziesz musiał wiercić w miękkich materiałach, takich jak aluminium. Wtedy pojawi się problem z wiórem, które nie chce się złamać. Cykl G73 działa tak samo jak cykl G74 na tokarkach. Wyjaśniłem go tutaj. Zasada działania jest bardzo podobna.
Wzór na cykl G73
G73 Z... R... Q... F...
G73– Wywołanie cyklu
Z– Głębokość na jaką masz zamiar wiercić
Q-Głębokość wiercenia, do momentu wycofania o parametr R
R- Wartość wycofania wiertła po każdym wwierceniu się o wartość Q
F– Posuw
Po każdym wykonanym otworze wystarczy, że wpiszesz położenie następnego otworu i cykl będzie się powtarzał do momentu odwołania go funkcją G80.
Pokażę ci na kilku przykładach jak to wygląda.
Przykład 1:
Masz do wykonania taki otwór jak na rysunku.
Głębokość otworu to 50mm.
Chcę żeby po każdych 10mm wwiercenia się w materiał, narzędzie wycofało się o 1mm do tyłu.
Po co jest kompensacja promienia narzędzia pisałem już w tym miejscu, przy okazji wyjaśniania G kodów dla tokarek. Dzisiaj opiszę jak wygląda kompensacja na frezarkach.
Zastosowanie kompensacji frezu pozwala programiście pisać program dokładnie tak jak na rysunku. Bez niej pisząc program należy znać rozmiary narzędzi i ich korekty, normalnie wpisywanie w offsecie.
Używając G41/G42 można stosować różne średnice narzędzi bez zmiany programu. Jedyne co, to trzeba prawidłowo określić promień narzędzia w offsecie. Dzięki tym G kodom można bardzo łatwo korygować wymiary detalu poprzez zmiany w zużyciu narzędzia.
G40 wpisz po skończonej obróbce danego profilu, przy wyjeździe z materiału.
Adres H czy D?
Podobnie jak przy kompensacji długości narzędziaG43/G44 należy podać adres korektora. I tu pojawia się pytanie z nagłówka.
Wszystko zależy, którą wersję oprogramowania posiada twoja maszyna A, B, C.
Jak widać na załączonym obrazku każda wersja ma inny rodzaj tabeli w offsecie.
Jeśli twoja maszyna pracuje na typie A i B zauważysz, że tabela jest współdzielona. Jedna kolumna odpowiadająca za geometrię zarówno długości jak i promienia narzędzia. W tym wypadku obok G41/G42 należy wpisać adres H.
Jest sporo narzędzi, które nie wymagają uwzględnienia promienia narzędzia w programie, ale za to wszystkie narzędzia wymagają korekcji długości. Co zrobić jeśli potrzebujemy podać i to i to?
Należy jednemu narzędziu przypisać dwa korektory. Jeden odpowiedzialny za długość drugi za promień. Dlatego ten typ nazywa się współdzielony.
Dla przykładu narzędzie T05 wymaga uwzględnienia długości i promienia narzędzia w programie. Oczywiste jest, że nie można użyć tego samego korektora.
Rozwiązanie jest bardzo proste: za długość będzie odpowiadał taki sam korektor jak nr narzędzia, a teraz powiększ tą wartość o 30, 100, 200. Ta wartość będzie odpowiadała za promień.
Typ A
Typ B ma jedną dodatkową kolumnę odpowiadającą za korekcję zużycia, ale ciągle działa na zasadzie współdzielenia.
Typ B
Typ C posiada już osobną tabelę dla długości i dla promienia. W tym wypadku używając polecenia G43 użyj adresu H, a dla G41/G42 użyj adresu D.
Typ C
Myślę, że tyle na dzisiaj. W razie jakichkolwiek pytań zapraszam do komentowania. A i zapraszam do subskrybowania za pomocą zakładki newsletter
Fanuc podobnie jak i inne sterowania CNC posiadają 3 G kody odpowiedzialne za kompensację długości narzędzia. Są to kody przygotowawcze.
G43 G44 G49
Odpowiadają one wyłącznie za oś Z. Ale nie wystarczy samo wpisanie G43. Dodatkowo w tym samym bloku musi być uwzględniony adres korektora. Określa się go za pomocą litery H. Dla przykładu H05 wywołuje korekcję długości narzędzia z offsetu dla pozycji nr. 5. Jest to różnica długości pomiędzy sondą, a obecnie wybranym narzędziem.
Dzięki funkcji G43 jest ona uwzględniana w programie podczas obróbki.
Tutaj masz przykład zapisu
N10 G43 Z1 H05
Czyli uwzględniając długość narzędzia nr.5 maszyna najedzie 1mm nad materiałem w osi Z.
Teoretycznie powinno wyglądać to w ten sposób, że jeśli narzędzie jest dłuższe niż sonda używamy G43, natomiast jeśli jest krótsze powinno się używać polecenia G44. “Teoretycznie”. (To tylko jedna z kilku metod pomiaru narzędzi na frezarce. Opiszę je szerzej za jakiś czas).
W praktyce używa się wyłącznie G43. Nie ma chyba rzadziej używanego G kodu niż G44. Narzędzia jeśli są krótsze od sondy, w offsecie zapisuje się ich z wartością ujemną, tak jak na powyższym zdjęciu.
Dlaczego?
Chodzi o czas i prostotę. Programista nie będzie się zastanawiał jakie będą długości narzędzi podczas pisania programu.
Dodając wartości ujemne są one odejmowane. Natomiast dodając do siebie wartości dodatnie będą ona zsumowane. Prosta matematyka.
Tak więc jeśli coś jest proste to po co to komplikować
Wracając do naszego przykładu
N10 G43 Z1 H05
Podczas pomiaru wartość wynikająca z różnicy pomiarów jest ładowana do parametru H. W naszym przypadku jest to H05.
W tabeli jest -12,332. Nasze narzędzie jest o 12,332mm krótsze niż sonda.
Piszę maszynie, że ma najechać 1mm nad materiałem. I to właśnie ona zrobi. Przynajmniej tak się wydaje. To co na prawdę ona zrobi, to najazd na Z-11,332, bez potrzeby modyfikowania programu. W ten sposób unikamy możliwych kolizji, a program jest dużo łatwiejszy do napisania.
G49 służy do odwołania kompensacji danego narzędzia. Gdy skończy ono już swoją pracę i będziesz chciał wybrać inne.
Dziękuję za uwagę 🙂
Tradycyjnie zapraszam do subskrybowania za pomocą newslettera i komentowania.
Programując frezowanie po okręgu ( G2/ G3) należy wskazać płaszczyznę główną, określającą dwie główne osie ruchu.
Służą do tego kody:
G17– Ustala płaszczyznę roboczą dla łuków X/Y. Kierunek dosuwu Z .
G18– Ustala płaszczyznę roboczą dla łuków X/Z. Kierunek dosuwu Y .
G19– Ustala płaszczyznę roboczą dla łuków Y/Z. Kierunek dosuwu X .
Są to kody modalne tak więc po wpisaniu są aktywne do odwołania. Zaleca się ustalenie płaszczyzny roboczej na początku programu. Przy czym dla frezarek po uruchomieniu maszyny automatycznie aktywny jest kod G17.
Dla tokarek automatycznie aktywne jest G18.
Wywołując korekcję toru narzędzia G41/G42, płaszczyzna robocza musi być podana aby ,maszyna wiedziała w jakich osiach korygować długość i promień narzędzia.
Ale jak to zapisać?
G17
W tej płaszczyźnie łuk jest równoległy do płaszczyzny X/Y, a ruch kołowy G02 jest zdefiniowany jako zgodny z ruchem wskazówek zegara dla operatora patrzącego z góry na stół
G17 G02 X...Y...I...J...
Lub
G17 G02 X...Y...R...
G18
W G18 łuk jest równoległy do płaszczyzny X Z. Należy patrzeć na kierunek kołowy tak jakbyś stał z tyłu maszyny i patrzył w stronę wrzeciona. G02 ruch zgodny z ruchem wskazówek zegra.
G18 G02 X...Z...I...K...
Lub
G18 G02 X...Z...R...
G19
W G19 łuk jest równoległy do osi Y/Z. Na kierunek kołowy musisz patrzeć tak jakbyś stał z prawej strony stołu . G02 ruch kołowy zgodny z ruchem wskazówek zegara.
Powyższy kod jest opcjonalny a co za tym idzie nie wszystkie maszyny go czytają.
Najczęściej będzie Ci on potrzebny na tokarce wyposażonej w żywe narzędzie, ale nie tylko. Na frezarkach z czwartą osią obrotową również jest bardzo przydatną funkcją.
Więc do czego on służy?
Jakby to napisać najprościej? G07.1 spłaszcza oś obrotową.
Załóżmy, że mamy taki detal:
Programowanie takiego kształtu może być kłopotliwe, zwłaszcza w przypadku ruchów kołowych osią obrotową. I zapewne już się domyślasz, że interpolacja cylindryczna znacznie upraszcza pisanie. G07.1 pozwala programiście spłaszczyć ruchy osi obrotowej, traktując je jak ruchy osi liniowej.
Pierwszy obrazek pokazuje detal. Drugi pokazuje ten sam detal tylko kształt jest tak jakby rozwinięty.
Najlepiej zobrazuje to poprawnie zapisany program i symulacja tego programu:
Przykład 1:
Detal pokazany na wcześniejszym rysunku będzie wykonany na tokarce z żywym narzędziem i sterowaną osią C.
Żeby wyjaśnić znaczenie tego kodu muszę zacząć od samego początku, czyli końcówki lat 90-tych. To wtedy powstała koncepcja HSM (High Speed Machining).
Zwiększenie wydajności usuwania materiału jest głównym celem. Ponieważ zwiększona szybkość usuwania przekłada się na skrócenie czasu cyklu maszyny. Z czasem HSM zaczęło zyskiwać na popularności i stało się jasne, że trzeba będzie wprowadzić zmiany w budowie maszyn i oprogramowaniu.
Do tej pory większość maszyn oparta była budowie skrzyniowej. Maszyny były sztywne ale było to powiązane ze sporą masą i objętością maszyny.
I tu pojawia się fizyka
Są dwa prawa Newtona interesujące nas w tym momencie:
Pierwsze prawo ruchu Newtona dotyczy siły bezwładności. Nie będę zanudzał Cię regułkami, ale w skrócie: Im cięższy przedmiot tym ma większą bezwładność. Co za tym idzie : potrzeba więcej energii do zatrzymania takiego przedmiotu
Drugie prawo ruchu Newtona dotyczy przyspieszenia. siła = masa x przyspieszenie (F = ma). Większa masa wymaga również więcej energii, aby osiągnąć przyspieszenie wymagane dla HSM.
Ponieważ nie możemy zmienić praw fizyki,musiała się zmienić konstrukcja maszyn. Zmniejszono masę aby umożliwić wyższe prędkości przyspieszenia. Prowadnice liniowe są obecnie preferowane w maszynach , które będą wykonywać obróbkę z dużą prędkością.
Wyższe szybkości przyspieszania powodują również inny problem. Jest nim siła bezwładności podczas szybkich zmian kierunku. Są one nieodłącznie związane z HSM, więc każdy system sterowania CNC zdolny do obsługi HSM musi być w stanie dostosować przyspieszenie i opóźnienie, aby osiągnąć płynny, najbardziej dokładny i ciągły ruch na maszynie.
Aby rozwiązać ten problem ulepszono również systemy sterowania CNC. Od teraz zapewniają one użytkownikom możliwość zrównoważenia prędkości i dokładności w razie potrzeby.
Oryginalny tryb wysokiej prędkości FANUC nazywał się HPCC, (High Precision Contour Control). Został zbudowany na podstawie architektury chipowej RISC (Reduced Instruction Set Computing). Dzięki znacznym postępom w technologii mikroprocesorowej oryginalny HPCC stał się przestarzały. Nowsze mikroprocesory pozwoliły na znacznie bardziej złożone przetwarzanie przy znacznie większych prędkościach.
Najnowsze tryby High Speed FANUC to AICC i AIAPC-AI Contour Control i AI Advanced Preview Control. AI nie odnosi się do „Sztucznej inteligencji”. AI reprezentuje system serwo Alpha I serii FANUC. Istnieją różnice między dwoma trybami AI. Jednak składnia ich używania jest dokładnie taka sama.
Tu pojawia się nasza formułka
G05.1 Q1 Rxx
Rxx zapewnia użytkownikowi opcję wyboru spośród 10 stałych ustawień (R1-R10), które kontrolują prędkość ścieżki narzędzia (prędkość posuwu) z dokładnością pozycjonowania.
G05.1 Q1 R1 – Prędkość ścieżki narzędzia ma pierwszeństwo przed dokładnością G05.1 Q1 R2 G05.1 Q1 R3 G05.1 Q1 R4 G05.1 Q1 R5 – Prędkość i dokładność pozycjonowania mają równy priorytet G05.1 Q1 R6 G05.1 Q1 R7 G05.1 Q1 R8 G05.1 Q1 R9 G05.1 Q1 R10 – Dokładność pozycjonowania ma pierwszeństwo przed prędkością
W celu wyłączenia precyzyjnej kontroli należy wpisać:
G05.1 Q0
G05.1 Q2 FANUC Smooth Interpolation. G05.1 Q3 to funkcja wygładzania FANUC Nano Smoothing FANUC Smooth Interpolation i NANO Smoothing to funkcje opcjonalne.
Stosując G05.1 Q1 podczas obróbki 2D, AICC / AIAPC rozwiązuje typowe problemy z zaokrąglaniami narożników lub wypaczeniami.
Po włączeniu naszej funkcji podczas obróbki 3D, AICC / AIAPC utrzyma dokładniejszy profil konturowania.
Zastosowanie precyzyjnej kontroli może skrócić czas obróbki rdzenia nawet o kilka godzin.
Wystarczy trzymać sie 4 prostych zasad:
Upewnij się, że G49 jest zapisane przed G05.1 Q1 Rx
G05.1 Q1 Rx należy włączyć przed G43
AICC i AIAPC należy włączyć i wyłączyć dla każdego narzędzia
Jeśli masz dostęp do frezarki i chcesz zobaczyć różnicę w czasie obróbki przygotowałem dla Ciebie dwa programy 12 . Przepuść program bez HSM (wystarczy włączyć / BLOK SKIP) następnie zmieniając parametr R zobaczysz jak zmieniają się czasy obróbcze.
Dzisiaj pokaże Ci jak robić promienie bez używania G02 lub G03, zapisując tylko jedną współrzędną X lub Z.
W szkole lub na kursie nauczyciel zapewne recytował z książek:
Aby wykonać promień należy zapisać kierunek i wartość promienia, jego początek i koniec. Mało tego, trzeba znać odległość początku i końca promienia od jego środka.
Owszem tak było kiedyś. Dzisiaj maszyn potrzebujących aż tyle informacji już jest bardzo mało i naprawdę musiałbyś mieć “nieszczęście”, żeby trafiła Ci się praca na takiej. Od lat 90-tych maszynom wystarczy początek i koniec promienia oraz jego wartość. Ale i to nawet nie do końca. Zasada ta tyczy się tylko niepełnych promieni. Ja dzisiaj pokażę Ci, że promień można zaprogramować nawet bez użycia G02/G03.
Mogą to być promienie zewnętrzne i wewnętrzne. Lewostronne i prawostronne. Zasada jest jedna musi to być pełny promień.
Do działania bloga wymagane są pliki cookies, o których przeczytasz w polityce prywatności. Czy zgadzasz się na ich wykorzystywanie?.
Privacy settings
Ustawienia Prywatności
My oraz wybrane przez nas firmy mogą (nie muszą) korzystać z informacji dla wymienionych celów.Możesz dopasować swój wybór lub przejść dalej do korzystania ze strony, jeśli zgadzasz się na te cele.
NOTE: Te ustawienia mają zastosowanie jedynie w przeglądarce i na urządzeniu, którego teraz używasz.
Personalizacja
Personalizacja
Gromadzenie i przetwarzanie informacji na temat sposobu korzystania przez użytkownika z usługi, aby z czasem dokonać personalizacji reklam lub treści dla użytkownika w innych kontekstach, na przykład w innych witrynach albo aplikacjach. Zazwyczaj treści w witrynie lub aplikacji są wykorzystywane do wyciągania wniosków na temat zainteresowań użytkownika, które zapewniają dane na potrzeby doboru reklam lub treści w przyszłości.
To będzie zawierać następujące elementy:
Łączenie danych ze źródeł offline, które zostały wyjściowo zgromadzone w kontekstach innych niż dane zgromadzone online na potrzeby realizacji jednego albo większej liczby celów.
Przetwarzanie danych w celu powiązania ze sobą wielu urządzeń należących do tego samego użytkownika na potrzeby realizacji jednego albo większej liczby celów.
Gromadzenie i obsługa dokładnych danych dotyczących lokalizacji geograficznej na potrzeby realizacji jednego albo większej liczby celów.
Przechowywanie i dostęp do informacji
Przechowywanie informacji albo dostęp do informacji przechowywanych na urządzeniu użytkownika, w tym dostęp do identyfikatorów reklamowych, innych identyfikatorów urządzenia, wykorzystanie plików cookie oraz podobnych technologii.
To będzie zawierać następujące elementy:
Łączenie danych ze źródeł offline, które zostały wyjściowo zgromadzone w kontekstach innych niż dane zgromadzone online na potrzeby realizacji jednego albo większej liczby celów.
Przetwarzanie danych w celu powiązania ze sobą wielu urządzeń należących do tego samego użytkownika na potrzeby realizacji jednego albo większej liczby celów.
Gromadzenie i obsługa dokładnych danych dotyczących lokalizacji geograficznej na potrzeby realizacji jednego albo większej liczby celów.