
Witam,
W poprzednich wpisach opisywałem jak używać G70, G71, G72, G73. Dziś przyszedl czas na G74.
Służy on do wiercenia głębokich otworów na tokarce CNC.
W zasadzie wiercenie można zapisać w ten sposób:
N10 G0 X0 Z1 N20 G1 Z-50 F0.15 N30 G0 Z10
Skoro można wiercić w ten sposób to po co używać G74?
- Łatwo go zaprogramować
- Ogranicza przegrzanie narzędzia i materiału obrabianego
- Ułatwia łamanie i odprowadzanie wiórów
Mamy taki detal :

I chcemy wywiercić w nim otwór, powiedzmy taki:

Wzór na cykl G74
G74 R... G74 Z... Q... F...
Pierwsza linia:

R- Wartość wycofania wiertła po każdym wwierceniu się o wartość Q
Druga linia:
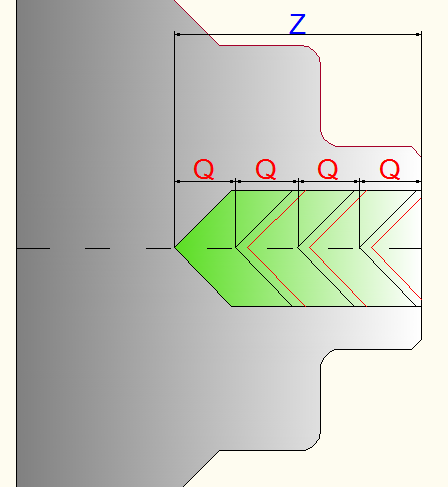
Z- Głębokość wierconego otworu
Q- Głębokość wiercenia, do momentu wycofania o parametr R .(wartość wyrażona w mikrometrach, tj: 5mm zapisze Q5000)
F- Posuw
Przykład 1:
- Potrzebny jest otwór głęboki na 40mm
- Po 10mm wiertło ma się wycofać o 1mm do tyłu.
(PRZYKLAD CYKL G74) (PRZEMOCNC) (WIERCENIE) N10 G54 T0101 (wybór bazy i wiertła) N30 G97 S150 M3 (określenie obrotów) N40 G0 X0 Z5 (najazd przed czoło półfabrykatu ) N45 G74 R1 (określenie wartości wycofania) N50 G74 Z-40 Q10000 F0,15 (głębokość otworu, głębokość wiercenia do momentu wycofania o 1mm na końcu posuw) N60 G28 U0 W0 N70 M30

Przykład 2
- Potrzebny jest otwór głęboki na 100mm
- Po 50mm wiertło ma się wycofać o 5mm do tyłu.
(PRZYKLAD CYKL G74)
(PRZEMOCNC)
(WIERCENIE)
N10 G54 T0101
N30 G97 S150 M3
N40 G0 X0 Z5
N45 G74 R5
N50 G74 Z-100 Q50000 F0,15
N60 G28 U0 W0
N70 M30

To by było na tyle. Do następnego razu 🙂
Jeśli Ci pomogłem,

Wartosc R podajemy w mm czy mikronach jak Q?
Teoretycznie powinna być wartość w mikronach. Ale często zdarzają się maszyny czytające ten parametr w milimetrach. Musisz sprawdzić na maszynie jak jest u Ciebie.
hej. da się zapisać powrót wiertła zawsze do Z0. ? Mianowicie:
G01 Z-5.
G00 Z0.
G00 Z-4.
G01 Z-10.
G00 Z0.
Niestety nie. Masz dwa rozwiązania:
Napisać to z ręki
Napisać własny cykl wiercenia za pomocą programowania zmiennymi (parametrycznego).
Tak. Użyj G83 cykl wiercenia głębokich otworów
G83 Jest to cykl przeznaczony do używania na frezarkach. W następnych wpisach postaram się je opisać.
Przemku, przecież jest to jeden z podstawowych rodzajów wiercenia także na tokarkach. Używałem zarówno 10 lat temu na Oi-TC jak i dziś na Oi-TD.
G74 to zwykły chipbreaker z wiertłem w otworze
G83 to deep hole drilling właśnie z wyciąganiem wiora z otworu.
Działa zarówno na frezarkach jak i tokarkach
O kurde nigdy nie używałem tego cyklu na tokarce. A tyle razy było mi to potrzebne:/. Muszę to sprawdzić osobiście.
I właśnie dlatego zachęcam do komentowania. Zawsze znajdzie się ktoś, kto umie więcej niż ty. Wielkie dzięki za podpowiedź.
Potwierdzam, że na tokarkach działa to znakomicie, na niektórych sterownika można dodać też parametr “P” np. P1000 (np. maszyna Tornos EvoDeco z czterema miejscami po przecinku na sterowniku) która powoduję postój 1s na dnie otworu w celu uzyskania, np. lepszej powierzchni na dnie gdy jest wymagana.
Czy wartości podawane w mikronach można zmienić na mm? Nie mam na myśli konkretnej obrabiarki czy sterowania a jedynie dowiedzieć się, czy jest to wykonalne.
Dzień dobry.
Tylko kilka parametrów. Nie na wszystkich obrabiarkach.