

Witam.
Dzisiaj pokażę wam jeden z najpotrzebniejszych cykli. G76 czyli cykl nacinania gwintu.
Jak nacinać gwint wyjaśniłem już tutaj. Ale zapisanie nawet jednego prostego gwintu zajmie kilkadziesiąt bloków twojego programu. Więc jest ogromne prawdopodobieństwo, że w którymś momencie strzelimy gafę. W dodatku zapisanie go trwa wieki i nigdy nie będzie wykonany tak gładko jak gwint z cyklu.
Najgorsze jest:
Że jak będziemy chcieli coś poprawić, nawet jeden parametr taki jak głębokość skrawania, trzeba cały program od nowa przepisać.
Dwa bloki i wszystko gotowe
G76 P112233 Q** R** G76 X** Z** R** P** Q** F**
Pierwszy blok
P- Jest to dosyć specyficzny parametr. Odpowiada za trzy rzeczy na raz.
- Pierwsze dwie cyfry oznaczają ilość przejść wygładzających

- Następne dwie odpowiadają za długość wyjścia z gwintu, np. 10 to 1 zwój (pod kątem 45 stopni)

- Ostatnie służą do określenia kąta pod jakim nóż ma się zagłębiać w nitkę. W praktyce wygląda to w ten sposób, że wpisujemy: 00 i nóż będzie nacinał gwint w najgorszy sposób z możliwych, czyli zagłębiał się bezpośrednio na środku nitki w dół (obie strony płytki są mocno obciążone).

- 60 w przypadku gwintu metrycznego, nóż będzie nacinał gwint schodząc w dół po prawej krawędzi nitki pod zadanym kątem. W tym przypadku 60 st.
Są też inne kąty. poniższa tabela przedstawia wszystkie 6

| A0 | Proste wejście | ISO |
| A29 | Gwint trapezowy ACME | ANSI |
| A30 | Gwint trapezowy | DIN 103 |
| A55 | Gwint rurowy Whitwortha | BSW, BSP |
| A60 | Standardowy gwint 60° | Angielski Metryczny |
| A80 | Niemiecki gwint pancerny | PG |
Q- Minimalna głębokość skrawania, na stronę wyrażona w mikronach ( 1mm = 1000μm ) W drugiej linii określamy głębokość pierwszego wejścia. Przy każdym następnym wejściu maszyna będzie zagłębiać nóż o coraz to mniejszą wartość. Ten parametr określa do jakiej ostatecznej głębokości skrawania maszyna ma dążyć.
R- Głębokość ostatniego przejścia , na stronę wyrażona w mikronach ( 1mm = 1000μm )

Drugi blok
X-Średnica dna gwintu
Z- Położenie końca gwintu

R-Tylko dla gwintów stożkowych. Przesunięcie średnicy końca gwintu
- R- jeśli średnica się zwiększa
- R+ jeśli średnica się zmnijsza

P-wysokość gwintu w mikronach ( 1mm = 1000μm )

Q- głębokość pierwszego przejścia w mikronach ( 1mm = 1000μm )

F- Skok gwintu
Najazd przed cyklem powinien być wykonany na średnicę większą niż średnica pod gwint. Wynika to z tego, że nóż wraca na początek gwintu po średnicy właśnie z tego najazdu. Jeśli najedziemy na za małą średnicę nóż będzie psuł gwint wracając lub co gorsza urwie płytkę. Dodatkowo narzędzie powinno się zatrzymać przynajmniej na odległość skoku gwintu od materiału.
Jeśli interesuje cię cykl G76 w wersji one line, lub chcesz się dowiedzieć jak zastosować strategię obróbki polegającą na zagłębianiu się w gwint naprzemiennie, zapraszam do tego wpisu.
Tyle z teorii, a tak to wygląda w praktyce:
Przykład 1:
- Gwint zewnętrzny M30x3
- Liczba przejazdów wykańczających 3
- Jest to gwint metryczny więc kąt płytki wynosi 60°
- Chcę żeby nóż wjeżdżał prosto w nitkę, obie krawędzie noża będą obciążone
- Faza na końcu gwintu na szerokość jednego zwoju
- Minimalna głębokość skrawania 0.1mm
- Głębokość ostatniego przejścia 0.05mm
- Średnica dna gwintu 26.054 (wyczytujemy z tabeli)
- Długość gwintu 50mm
- Wysokość gwintu (30-26.054)/2= 1.973
- Głębokość pierwszej warstwy skrawanej 1mm
- Skok 3mm

(TOCZENIE GWINTU M30X3) (PRZEMOCNC) N10 G54 T0101 (NÓŻ DO GWINTÓW ZEWNĘTRZNYCH) N20 G97 S300 M3 (WYBÓR STAŁYCH OBROTÓW) N30 G0X32 Z4 (NAJAZD PRZED MATERIAŁ) N40 G76 P031000 Q50 R25 N50 G76 X26.054 Z-50 P1973 Q500 F3 N60 G28 U0 W0 N70 M30

Przykład 2:
- Gwint zewnętrzny M30x3
- Liczba przejazdów wykańczających 1
- Jest to gwint metryczny więc kąt płytki wynosi 60°
- Chcę żeby nóż wjeżdżał po prawej ściance w nitkę, jedna krawędź noża będzie obciążona
- Faza na końcu gwintu na szerokość trzech zwojów
- Minimalna głębokość skrawania 0.2mm
- Głębokość ostatniego przejścia 0.1mm
- Średnica dna gwintu 26.054 (wyczytujemy z tabeli)
- Długość gwintu 50mm
- Wysokość gwintu (30-26.054)/2= 1.973
- Głębokość pierwszej warstwy skrawanej 0.5mm
- Skok 3mm
(TOCZENIE GWINTU M30X3) (PRZEMOCNC) N10 G54 T0101 (NÓŻ DO GWINTÓW ZEWNĘTRZNYCH) N20 G97 S300 M3 (WYBÓR STAŁYCH OBROTÓW) N30 G0X32 Z4 (NAJAZD PRZED MATERIAŁ) N40 G76 P013060 Q100 R50 N50 G76 X26.054 Z-50 P1973 Q250 F3 N60 G28 U0 W0 N70 M30

Przykład 3:
- Gwint zewnętrzny Tr30x3
- Liczba przejazdów wykańczających 5
- Jest to gwint trapezowy więc kąt płytki wynosi 30°
- Chcę żeby nóż wjeżdżał po prawej ściance w nitkę, jedna krawędź noża będzie obciążona
- Faza na końcu gwintu na szerokość dwóch zwojów
- Minimalna głębokość skrawania 0.05mm
- Głębokość ostatniego przejścia 0.02mm
- Średnica dna gwintu 27 (wyczytujemy z tabeli)
- Długość gwintu 50mm
- Wysokość gwintu (30-27)/2= 1.5
- Głębokość pierwszej warstwy skrawanej 0.5mm
- Skok 3mm

(TOCZENIE GWINTU TR30X3) (PRZEMOCNC) N10 G54 T0101 (NÓŻ DO GWINTÓW ZEWNĘTRZNYCH) N20 G97 S300 M3 (WYBÓR STAŁYCH OBROTÓW) N30 G0X32 Z4 (NAJAZD PRZED MATERIAŁ) N40 G76 P052030 Q25 R10 N50 G76 X27 Z-50 P1500 Q250 F3 N60 G28 U0 W0 N70 M30

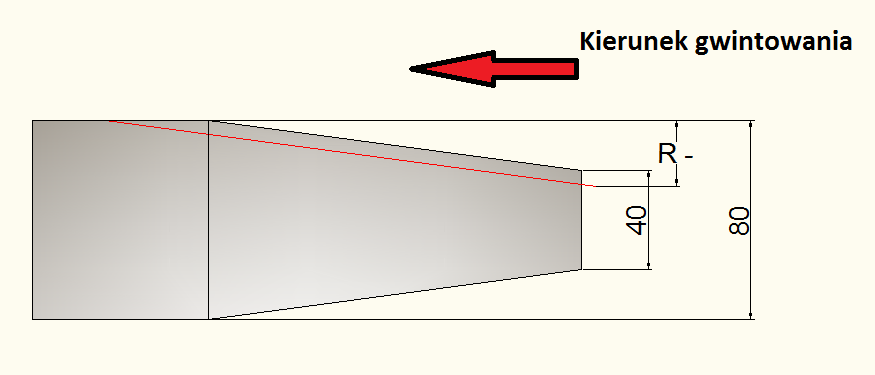
Przykład 4:
- Gwint stożkowy skok 3 początek gwintu Ø30 koniec Ø40
- Liczba przejazdów wykańczających 3
- Jest to gwint metryczny więc kąt płytki wynosi 60°
- Chcę żeby nóż wjeżdżał prosto w nitkę, obie krawędzie noża będą obciążone
- Faza na końcu gwintu na szerokość jednego zwoju
- Minimalna głębokość skrawania 0.1mm
- Głębokość ostatniego przejścia 0.05mm
- Średnica dna gwintu 26.1
- Różnica wysokości 5mm na stronę
- Długość gwintu 50mm
- Wysokość gwintu 1.95
- Głębokość pierwszej warstwy skrawanej 1mm

(TOCZENIE GWINTU STOŻKOWY) (PRZEMOCNC) N10 G54 T0101 (NÓŻ DO GWINTÓW ZEWNĘTRZNYCH) N20 G97 S300 M3 (WYBÓR STAŁYCH OBROTÓW) N30 G0 X42 Z3 (NAJAZD PRZED MATERIAŁ) N40 G76 P031000 Q50 R25 N50 G76 X25.5 Z-70 R-7.3 P1950 Q500 F3 N60 G28 U0 W0 N70 M30
Pewnie zastanawiasz się skąd się wziął X25.5, Z-70 oraz R-7.3. Ten rysunek Ci to wyjaśni:


Przykład 5 :
- Gwint wewnętrzny stożkowy skok 3 początek gwintu Ø100 koniec Ø80
- Liczba przejazdów wykańczających 3
- Jest to gwint metryczny więc kąt płytki wynosi 60°
- Chcę żeby nóż wjeżdżał prosto w nitkę, obie krawędzie noża będą obciążone
- Faza na końcu gwintu na szerokość jednego zwoju
- Minimalna głębokość skrawania 0.1mm
- Głębokość ostatniego przejścia 0.05mm
- Średnica dna gwintu 100
- Różnica wysokości 10mm na stronę
- Długość gwintu 50mm
- Wysokość gwintu 1.95
- Głębokość pierwszej warstwy skrawanej 1mm

(TOCZENIE GWINTU STOŻKOWY) (PRZEMOCNC) N10 G54 T0101 (WYTACZAK DO GWINTÓW) N20 G97 S100 M3 (WYBÓR STAŁYCH OBROTÓW) N30 G0X75 Z3 (NAJAZD PRZED MATERIAŁ) N40 G76 P031000 Q50 R25 N50 G76 X105.1 Z-62.75 R12.55 P1950 Q500 F3 N60 G28 U0 W0 N70 M30


Tyle na dzisiaj. Do zobaczenia .
Gdyby kogoś interesowała poprawa gwintu na tokarce, zapraszam do tego postu.
Dodatkowo w tym miejscu dodałem post o gwintowaniu Higbee
Pozdrawiam PrzemoCNC.