
G09 Czyli dokładne zatrzymanie, jest to komenda która pozwoli Ci zmniejszyć prędkość osi do zera na końcu bloku, w którym jest wpisana.Po zatrzymaniu, narzędzie przyspieszy do zaprogramowanej prędkości w następnym blo ku. Ten zabieg spowoduje, że zaprogramowane naroże pozostanie ostre bez względu na zaprogramowany posuw. G09 jest kodem niemodalnym tak więc pozostaje aktywne tylko w tym bloku w którym się znajduje.
Nasuwa się jedno pytanie:
Po co używać tego polecenia skoro jest G01?
Używając dużych parametrów obróbczych mogą występować zakłamania na rogach, poprzez wpisanie G09 jesteśmy w stanie to wyeliminować. G09 powinno być używane jeśli programista chce wykonać ostre rogi, wtedy i tylko wtedy. Nie ma innego zastosowania dla powyższego kodu.
Możemy go zastosować podczas toczenia, nacinania kanałków lub frezowania.
Wystarczy wpisać G09 w bloku programu odpowiadającemu za wykonanie ostrego rogu.
Przykład zastosowanie funkcji G09
Załóżmy, że chcemy wykonać detal taki jak na rysunku. W miejscu zaznaczonym kółkiem chcę wykonać ostry róg.
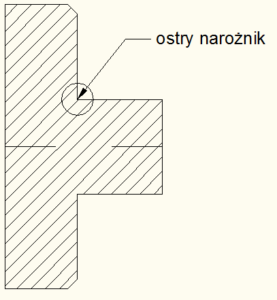
Program będzie wyglądał tak:
N10 G1 X30 Z1 F0.3 N20 G9 X30 Z-27 N30 G1 X90 C3 N40 G1 Z-50

Jak widzisz ścieżka programu wygląda tak jak przy zastosowaniu G01.
Różnica będzie widoczna tylko w postaci ostrego rogu. Funkcja G09 nie wpływa na klasę obróbczą wykonanego detalu. Posuw osi jest przy końcu zwalniany do zera, a następnie zwiększa się do zaprogramowanej wartości. Cały ten proces jest niewidoczny gołym okiem