Witam.
Przed wami kolejny wpis wyjaśniający zasady używania cykli.
Wczeniej wyjaśniłem jak używać cykli G70, G71 i G72.
Dziś wyjaśnię jak używać cykl G73.
Nie żyjemy w świecie idealnym. Nie zawsze będziecie mieli możliwość obróbki detalu z wałka.
Często jako półfabrykat będziecie używali odlewu, odkuwki lub detalu wstępnie obrobionego
na kształt gotowego detalu z tą różnicą, że będą zachowane naddatki na obróbkę wykańczającą.
Nie ma sensu wtedy używać cykli G71, ani G72. Przez ogromną część czasu nóż musiałby
iść w powietrzu, a nam przecież zależy na oszczędności czasu.
Pokażę ci zasadę działania G73 na tych samych rysunkach co G71.
Mamy taki rysunek:

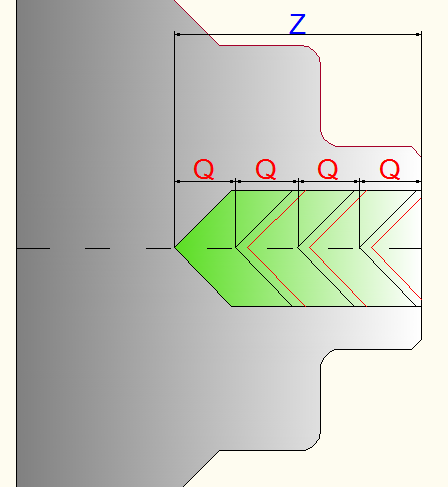
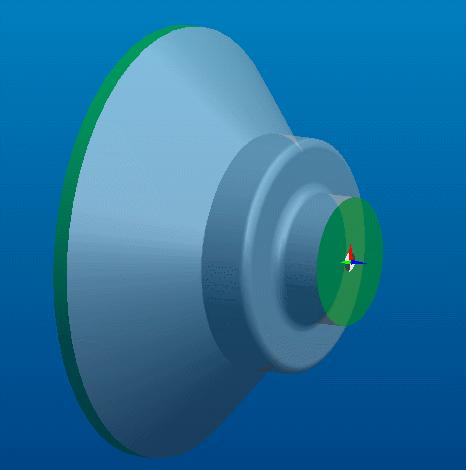
To jest rysunek nałożony na półfabrykat:

Cała część na czerwono musi zostać usunięta. Aby to wykonać użyję cyklu G73.
Oto wzór na cykl G73:
G73 U... W... R...
G73 P... Q... U... W... F...
Co te litery znaczą?
Pierwsza linia wygląda następująco;

U– Naddatek w osi X na stronę (Różnica między średnicą półfabrykatu a średnicą gotowego detalu, dzielona na 2).
W– Naddatek na obróbkę w osi Z.
R-Parametr odpowiadający za ilość zgrubnych przejazdów.
W pierwszej linii pojawia się znacząca różnica pomiędzy G71/G72 a G73.
Parametry U i W nie odpowiadają już za grubość wióra. Mówią one maszynie jakie naddatki ma półfabrykat względem detalu gotowego. Maszyna mając określoną ilość przejazdów w parametrze R sama oblicza sobie grubość wióra. Np Jeśli założymy, że naddatek w osi X wynosi 6, a w osi Z wynosi 3 i przyjmiemy jej ilość powtórzeń w parametrze R na 4. Maszyna będzie przybierać w osi X co 2mm w osi Z co 1mm. Wyraźniej będzie to widać w przykładach.
Druga linia:

P-Numer bloku rozpoczynającego ścieżkę finalną narzędzia.
Q-Numer bloku kończącego ścieżkę finalną narzędzia.
U-Naddatek na obróbkę wykańczającą w osi X
W– Naddatek na obróbkę wykańczającą w osi Z
F-Posuw
Teraz wykończę detal za pomocą cyklu G70. Zapis jest taki sam jak przy wykańczaniu po cyklu G71/G72.

P-Numer bloku rozpoczynającego ścieżkę finalną narzędzia.
Q-Numer bloku kończącego ścieżkę finalną narzędzia.
F– posuw z jakim ma być wykonana obróbka wykańczająca jeśli nie jest określony w podprogramie.
Przykład 1:
Planowanie zgrubne po linii prostej.
- Ilość powtórzeń 11 .
- Posuw 0.3
- Zostawię naddatek na toczenie wykańczające w X0.5mm, w Z 2mm
- Toczymy z odlewu mającego naddatek w osi X 10mm, oś Z 5mm

(PRZYKLAD CYKL G73)
(PRZEMOCNC)
(PLANOWNIE ZGR)
N10 G54 T0101 (wybór bazy i noża)
N20 G50 S800 (ograniczenie obrotów)
N30 G96 S150 M3 (określenie stałej prędkości skrawania i kierunek obrotów)
N40 G0 X405 Z1 (najazd przed czoło półfabrykatu )
N50 G73 U5 W5 R11 (określenie naddatków w półfabrykacie i ilości przejazdów)
N60 G73 P70 Q80 U0,5 W2 F0.3 (początek i koniec podprogramu kolejno naddatek X i Z na końcu posuw)
N70 G0 G42 X90 Z1 (początek podprogramu)
G1 Z0 F0.1
X100 Z-5
Z-50 R10
X200 R10
Z-100
X400 Z-200
N80 G0 G40 Z1 (koniec podprogramu)
N100 G28 U0 W0
N110 M30
Jak zauważyliście na koniec podprogramu zapisałem powrót przed czoło detalu aby uniknąć kolizji. Narzędzie wracając ze średnicy 400 i Z -200 będzie chciało jechać jak najkrótszą drogą do wartości zapisanych w pierwszym bloku podprogramu, czyli dzwon na dzień dobry.
GIF

A tak wygląda poprawnie zapisana obróbka.
GIF
No to jakie grube mamy te wióra?
Naddatki w X10mm Z5mm, ilość powtórzeń 11
Wykonujemy proste działania
X- 10 / 10 = 1
Z- 5 / 10 = 0.5
Tak więc przy każdym przejeździe maszyna będzie przybierać w osi X 1mm w osi Z 0.5mm.
Teraz pewnie zapytasz: dlaczego dzielnik wynosi 10 zamiast 11?
Maszyna wykonuje pierwszy przejazd z naddatkiem zadanym w parametrze U i W. Zaczyna od 10mm, następnie 9, 8, 7, 6, 5, 4, 3, 2, 1, 0. Po prostu ilość powtórzeń należy ustalić o 1 więcej niż założony dzielnik.
Przykład 2:
Obróbka zgrubna detalu
- Ilość powtórzeń 3 .
- Posuw 0.3
- Zostawię naddatek na toczenie wykańczające w 5mm, w Z 0.5mm
- Toczymy z odlewu mającego naddatek w osi X 20mm, oś Z 2mm
(PRZYKLAD CYKL G73)
(PRZEMOCNC)
(TOCZENIE ZGR)
N10 G54 T0101
N20 G50 S800
N30 G96 S150 M3
N40 G0 X405 Z20
N50 G73 U10 W2 R3
N60 G73 P70 Q80 U5 W0.5 F0.3
N70 G0 G42 X90 Z1
G1 Z0 F0.1
X100 Z-5
Z-50 R10
X200 R10
Z-100
X400 Z-200
N80 G0 G40 Z1
N100 G28 U0 W0
N200 M30
GIF

Przyklad 3:
Obróbka zgrubna detalu, otwór.
- Ilość powtórzeń 6 .
- Posuw 0.3
- Zostawię naddatek na toczenie wykańczające w X 5mm, w Z 0.5mm
- Toczymy z odlewu mającego naddatek w osi X 20mm, oś Z 2mm

(PRZYKLAD CYKL G73)
(PRZEMOCNC)
(TOCZENIE FI WEW. ZGR)
N10 G54 T0101
N20 G50 S800
N30 G96 S150 M3
N40 G0 X50 Z1
N50 G73 U-10 W2 R6
N60 G73 P70 Q80 U-5 W0.5 F0.3
N70 G0 G41 X310 Z1
G1Z0
X300 Z-5
Z-50 R10
X200 C5
Z-100 R10
X100 C5
Z-150 R10
N80 G0 G40 Z1
N100 G28 U0 W0
M30
GIF

To by było tyle na dzisiaj. W następnym wpisie wyjaśnię jak używać cyklu G74, czyli cykl wiercenia.
Pozdrawiam PrzemoCNC.