Witam
Długo nic nie pisałem Nie będę się rozpisywał dokładnie co się działo u mnie, bo nie o tym jest ten blog.
Ten blog jest o programowaniu, a kolejnym kodem potrzebnym do napisania programu jest G81.
Jest to jeden z kilku cykli wiercenia. Zazwyczaj będziesz go używał do nawiercania otworów lub wiercenia łatwych otworów. Łatwych mam na myśli płytkie otwory lub materiał i narzędzie pozwala na szybkie wywiercenie otworu na raz.
G81 X... Y... Z... R... F... K...
G81- Wywołanie cyklu wiercenia
X- Pozycja otworu w osi X
Y- Pozycja otworu w osi Y
Z- Głębokość wiercenia
R- Pozycja wyjazdowa z otworu bezpieczna
F- Posuw
K- Liczba powtórzeń cyklu

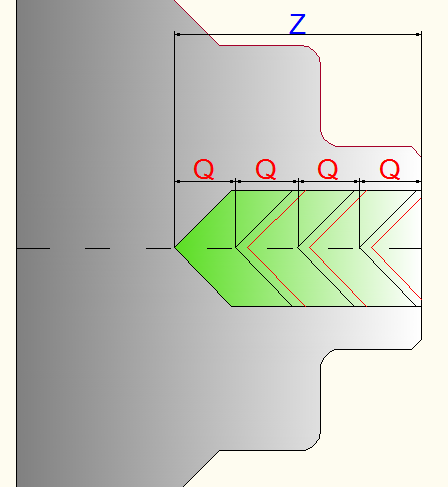
G99 czy G98?
Fanuc pozwala nam wybrać gdzie nasze narzędzie ma wyjechać.
Na pozycję bezpieczną R. wtedy podczas pisania cyklu należy użyć kodu G99.
Na pozycję początkową ( ostatnia pozycja Z zanim zapiszesz cykl G81). Wtedy używamy G98 Jak to działa przedstawią poniższe grafiki.



Przykład 1:
Program na ostatni obrazek
O0001 (WIERCENIE Z WYKORZYSTANIEM G98 I G99) (PRZEMOCNC) N10 G20 G17 G40 G49 G80 G90 N15 T15 M6 (WIERTLO FI 4) N20 G0 G54 G90 X0 Y0 S1500 M03; N25 G0 G43 H15 Z2.0 M8 N30 G0 Z5 M8 N35 G81 G99 X0 Y Z-10 R1 F20 N40 X2 Z-18 R-7 N45 G98 X4 N50 G99 X6 Z-10 R1 N55 X8 Z-17 R-5 N60 G80 N65 G0 Z100 M9 N70 M30
K powtarzać cykl czy nie?
Parametr K pozwala nam powtarzać cykl kilka razy.
Zgaduję, że pierwsze pytanie jakie Ci się nasuwa to: po co powtarzać cykl wiercenia?
Parametr K używa się razem z kodem G91, czyli programowanie inkrementalne. Przykład 2 pokaże Ci jak prawidłowo użyć tego parametru.
Przykład 2.

T1 M6 G00 G90 G40 G21 G17 G94 G54 X20 Y20 S1000 M03 G43 H1 Z100 Z3 G81 G99 R3 Z-20 F100 M08 G91 X20 Y20 K2 G80 G00 G90 Z100 M30
Ok
Tyle na dzisiaj. Do zobaczenia następnym razem.
W razie pytań czekam na komentarze. Nie zapomnij zapisać się do Newslettera.