Co to jest blok programu?
Jeśli czytałeś moje poprzednie wpisy, wspominałem tam o czymś takim jak bloki. Ale właściwie, co to w ogóle jest ten BLOK ?
Każdy program, nieważne w jakim oprogramowaniu, nieważne jaka nakładka jest zainstalowana na maszynie, a nawet nieważne , czy to jest tokarka, frezarka lub szlifierka. Jeśli jest sterowana CNC, program będzie składał się z bloków.
Bloki programu CNC
Każdy program zawiera ciąg bloków połączonych ze sobą, jeden pod drugim tworząc instrukcję dla maszyny/narzędzi. Maszyna wykonuje operacje blokami, tzn. nie wczytuje słów pojedynczo, tylko całą linię (blok ) na raz. A co to są te słowa?
Z czego składa się blok programu?
Tak wygląda przykładowy blok programu
N10 G1 X60 Z1 F200 M8
Jak widać blok składa się ze słów oddzielonych od siebie spacjami.
Słowa składają się z liter i cyfr. Cyfry przy różnych literach mają inne znaczenie.
Na powyższym przykładzie widać że słowa składają się z liter N, G, X, Z, F, M, oraz odpowiednio przypisanych cyfr 10,1,60,1,200,8 .
Te słowa są to rozkazy, komendy itp..
Zawierają bardzo cenne informacje dla maszyny i jak dałeś radę zauważyć jest ich mnóstwo. Niektóre są standardowe i powtarzają się na każdej maszynie CNC, ale jest też sporo słów zmieniających się w zależności od maszyny lub oprogramowania.
Więc jeśli chce się już pracować z CNC wypadało by znać, przynajmniej te najczęściej używane komendy.
Wyjaśnię teraz co oznaczają poszczególne komendy na przykładzie powyższego bloku.
Tak więc zacznę o N
N10- jest to numer bloku.
Z nimi jest tak jak z numerami kartek w książkach, niby nie są potrzebne, ale bardzo ułatwiają życie . Wprowadzają porządek w programie. Moglibyśmy ich nie używać, maszyna i tak by czytała program, moglibyśmy nawet numerować nie po kolei, maszyna i tak by sobie poradziła. Ale po co sobie utrudniać życie, jeśli jest coś co może je nam ułatwić J.
Będą one potrzebne zwłaszcza jeśli byśmy chcieli pisać program cyklami.
Można numerować bloki co jeden, ale najwygodniejszym rozwiązaniem jest co 5 lub 10.
Często jest tak że jak pisze program i w trakcie przepuszczania okazuje się że trzeba coś dopisać między blokami. Jeśli numery są co jeden, trzeba przenumerować cały program, a jeśli co 5 wystarczy dopisać N o jeden lub dwa większy niż poprzedni.
Następny jest G kod
Nie da się napisać programu bez G kodów . Można powiedzieć że są one najważniejszą częścią bloku.
G kody wyjaśniałem we wcześniejszych wpisach. W sumie o każdym z nich można by napisać osobny wpis i chyba to zrobię później. Opiszę każdy kod z osobna, podając przy tym sposób zapisu i rodzaj zastosowania.
G kod użyty w tym przypadku to G1, czyli interpolacja liniowa, to znaczy że mówisz maszynie, że ma jechać po linii prostej na określone pozycje z zadanym posuwem.
Pozycje określamy poprzez zapisanie X60 Z1.
Układ współrzędnych w tokarce wygląda tak:

Tak więc nóż zatrzyma się w tym miejscu:

W frezarce osie wyglądają tak :
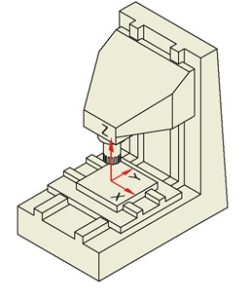
Zresztą osie w frezarce najlepiej obrazuje poniższy obrazek. Nieważne czy wrzeciono jest pionowo czy poziomo. Kciuk jest osią Z. Jeśli frezarka jest pionowa kciuk do góry.

W przypadku poziomej układ wygląda tak

Tak więc frez zatrzyma się tu:

Wartości X, Z, Y podawane są w mm lub calach, w zależności od tego jak zdefiniujemy.
F200 to posuw z jakim chcesz żeby narzędzie się poruszało. Na tokarce posuw podajemy w mm/Obr, na frezarkach mm/ min.
M8 czyli załączenie chłodziwa. Po co są M kody opisywałem we wcześniejszym wpisie. W skrócie opisują one zachowanie maszyny podczas obróbki lub przygotowanie maszyny do niej. Wszystkie M kody obsługiwane przez maszynę powinny się znajdować w instrukcjach dołączonych do maszyny.
Oczywiście nie wyczerpałem wszystkich możliwych poleceń, które można zapisać w bloku, będę je podawał po kolei w następnych wpisach. Aczkolwiek myślę że dość wyraźnie wyjaśniłem o co chodzi z tymi blokami.
Mam nadzieję, że przyda Ci się ten wpis. Jeśli tak nie zapomnij napisać w komentarzu. Jeśli gdzieś znalazłeś błąd, proszę daj mi znać, żeby mniej doświadczeni od ciebie nie musieli uczyć się głupot.