Gwintowanie jest jedną z najczęściej używanych operacji na frezarkach. Głupio by było nie znać cyklu tak bardzo ułatwiającego życie.
G84 bo to o nim mowa, można stosować na kilka sposobów. A to jakiego Ty użyjesz zależy tylko od Ciebie. A raczej od Ciebie i twojej maszyny. Zaraz wyjaśnię Ci dlaczego.
Zacznę od najprostszej formy. To powinna czytać każda maszyna
Wzór na G84
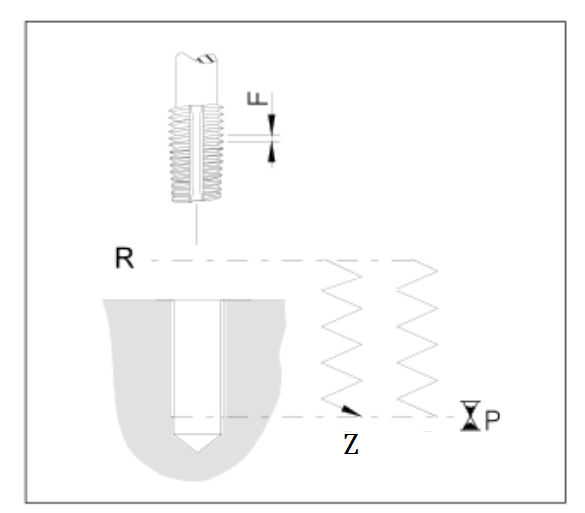
G84 Z... P... R... F... K...
G84– Włączenie cyklu gwintowania. Gwint prawy
Z– Pozycja dna gwintu
P-Przerwa na dnie otworu ( Jednostka milisekundy)
R-Pozycja wycofania narzędzia, ponad pozycję początkową.
F-Posuw
K– Liczba powtórzeń cyklu (opcjonalnie)
Dla gwintu lewego kod G84 zastąp G74.
Minimum informacji, wystarcza aby prawidłowo zaprogramować gwintowanie.
Ale nie Ciesz się tak bardzo. Może się okazać, że twoja maszyna, mimo tego, że przeczyta cykl i będzie go wykonywać i tak będzie rwała gwint.
Powody mogą być dwa:
Twoja maszyna ma funkcję gwintowania sztywnego ale trzeba ją dodatkowo aktywować kodem M29 wpisanym w tym samym bloku co określenie obrotów.
Twoja maszyna nie ma funkcji gwintowania sztywnego. Jedynym wyjściem jest zastosowanie oprawki kompensacyjnej.
Przykład 1:
Mam do nagwintowania otwór:
Zakładam głębokość gwintu 45mm
Postój na dnie pół sekundy
Pozycja bezpieczna 1mm
Na rysunku jest otwór ⌀ 12. No to ja nagwintuje go gwintownikiem M14, bo tak się składa, że otwór pod gwint M14 to właśnie ⌀ 12.
Na pewno zauważyłeś, że wpisałem posuw 600. Dlaczego taki a nie inny?
Skok gwintu M14 wynosi 2. Wzór na posuw przy gwintowaniu wygląda następująco:
F=P*S
F-Posuw
P-Skok gwintu
S-Obroty wrzeciona
Za każdym razem gdy zmienisz obroty, jesteś zmuszony przeliczyć od nowa posuw.
A gdyby był łatwiejszy sposób? Bez konieczności przeliczania.
Tym sposobem są dwa Gkody:
G94– Posuw milimetry na minutę (domyślny dla frezarek)
G95- Posuw milimetry na obrót
Gdy przed cyklem gwintowania ustawimy posuw w milimetrach na obrót, jedyne co będziemy musieli zrobić to wpisać wartość skoku w miejsce posuwu. Oczywiście po skończonym gwintowaniu należy powrócić do posuwu wyrażonego w milimetrach na minutę za pomocą G94. Przykład 2 pokaże Ci jak będzie taki program wyglądał.
Przykład 2:
Zakładam głębokość gwintu 45mm
Gwint M14
Postój na dnie pół sekundy
Pozycja bezpieczna 1mm
Czyli taki sam gwint jak w przykładzie nr1. Z tą różnicą że teraz użyję G95.
Tak jak pisałem wcześniej, niektóre maszyny nie obsługują gwintowania na sztywno bezpośrednio. Należy się wspomóc funkcją M29. Wtedy program będzie wyglądał tak:
Na wcześniejszych przykładach pokazałem Ci jak gwintować “na raz”. Ale co jeśli pracujemy w “trudnym” materiale lub gdy dostał się nam głęboki gwint do wykonania?
Zaprezentuję Ci jak wykonać gwint w sposób pokazany powyżej .
Jeśli masz szczęście twoja maszyna obsługuje tą funkcję. Wtedy wzór na gwintowanie wygląda następująco:
G84 Z... P... Q... R... F...
G84– Włączenie cyklu gwintowania. Gwint prawy
Z– Pozycja dna gwintu
P-Przerwa na dnie otworu ( Jednostka milisekundy)
Q– Głębokość gwintowania do momentu wycofania
R-Pozycja wycofania narzędzia, ponad pozycję początkową.
F-Posuw
Doszedł jeden parametr odpowiedzialny za stopniowe gwintowanie.
Oczywiście nie żyjemy w świecie idealnym. Może się zdarzyć, że Twoja maszyna nie będzie obsługiwała gwintowania stopniowego. Co wtedy? Nic straconego. Jest pewien sposób. Przykład 5 pokaże Ci jak tego dokonać.
Jak widzisz narzędzie pracuje tak samo, zmienił się sposób zapisu.
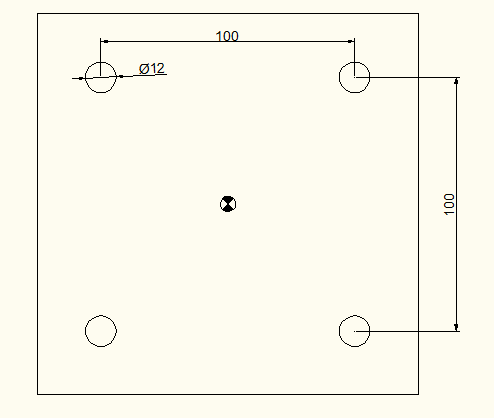
Gwintowanie kilku otworów
Rzadko się zdarza, że do wykonania mamy tylko jeden gwint. Zazwyczaj jest ich kilka, kilkanaście, kilkadziesiąt. Nie ma konieczności wpisywania cyklu przy każdym z nich. Wystarczy to zrobić tylko przy pierwszym, a potem już tylko podawać pozycję otworów. Przykład 6 Ci to wyjaśni.
Gwintowanie lewego gwintu wygląda tak samo. Jest tylko jedna różnica Zamiast G84 należy zastosować G74.
Trochę długo, ale chciałem jak najwięcej zawrzeć w dzisiejszym wpisie. I tak pewnie o czymś zapomniałem. Gdybyś zauważył jakieś niedociągnięcia, nie zapomnij mi o tym powiedzieć.
Nie zapomnij zasubskrybować za pomocą zakładki Newsletter.
Pod spodem przedstawiam tabelę M kodów. Jeżeli chcesz całą listę działających M kodów na twojej maszynie, musisz sprawdzić w książce dołączonej do maszyny. Te tutaj są podstawowe.
M kody dla tokarek
M kod
Opis
M00
Program stop
M01
Program stop opcjonalnie
M02
Koniec programu
M03
Włączenie obrotów wrzeciona zgodnie z ruchem wskazówek CW
M04
Włączenie obrotów wrzeciona przeciwnie do ruchu wskazówek CCW
M05
Obroty stop
M08
Chłodziwo włącz
M09
Chłodziwo wyłącz
M29
Tryb sztywnego gwintowania
M30
Koniec programu (reset)
M40
Neutralne przełożenie w skrzyni biegów
M41
Niski bieg w skrzyni biegów
M42
Wysoki bieg w skrzyni biegow
M68
Hydrauliczne szczęki zamknięcie
M69
Hydrauliczne szczęki otwarcie
M78
Konik do przodu
M79
Konik do tyłu
M94
Anulowanie odbicia lustrzanego
M95
Lustrzane odbicie w osi x
M98
Wezwanie podprogramu
M99
Koniec podprogramu
M kody dla frezarek
M kod
Opis
M00
Program stop
M01
Program stop opcjonalnie
M02
Koniec programu
M03
Włączenie obrotów wrzeciona zgodnie z ruchem wskazówek CW
M04
Włączenie obrotów wrzeciona przeciwnie do ruchu wskazówek CCW
M05
Obroty stop
M06
Zmiana narzędzia
M07
Chłodzenie włączone – Mgiełka/Chłodzenie przez wrzeciono
Do działania bloga wymagane są pliki cookies, o których przeczytasz w polityce prywatności. Czy zgadzasz się na ich wykorzystywanie?.
Privacy settings
Ustawienia Prywatności
My oraz wybrane przez nas firmy mogą (nie muszą) korzystać z informacji dla wymienionych celów.Możesz dopasować swój wybór lub przejść dalej do korzystania ze strony, jeśli zgadzasz się na te cele.
NOTE: Te ustawienia mają zastosowanie jedynie w przeglądarce i na urządzeniu, którego teraz używasz.
Personalizacja
Personalizacja
Gromadzenie i przetwarzanie informacji na temat sposobu korzystania przez użytkownika z usługi, aby z czasem dokonać personalizacji reklam lub treści dla użytkownika w innych kontekstach, na przykład w innych witrynach albo aplikacjach. Zazwyczaj treści w witrynie lub aplikacji są wykorzystywane do wyciągania wniosków na temat zainteresowań użytkownika, które zapewniają dane na potrzeby doboru reklam lub treści w przyszłości.
To będzie zawierać następujące elementy:
Łączenie danych ze źródeł offline, które zostały wyjściowo zgromadzone w kontekstach innych niż dane zgromadzone online na potrzeby realizacji jednego albo większej liczby celów.
Przetwarzanie danych w celu powiązania ze sobą wielu urządzeń należących do tego samego użytkownika na potrzeby realizacji jednego albo większej liczby celów.
Gromadzenie i obsługa dokładnych danych dotyczących lokalizacji geograficznej na potrzeby realizacji jednego albo większej liczby celów.
Przechowywanie i dostęp do informacji
Przechowywanie informacji albo dostęp do informacji przechowywanych na urządzeniu użytkownika, w tym dostęp do identyfikatorów reklamowych, innych identyfikatorów urządzenia, wykorzystanie plików cookie oraz podobnych technologii.
To będzie zawierać następujące elementy:
Łączenie danych ze źródeł offline, które zostały wyjściowo zgromadzone w kontekstach innych niż dane zgromadzone online na potrzeby realizacji jednego albo większej liczby celów.
Przetwarzanie danych w celu powiązania ze sobą wielu urządzeń należących do tego samego użytkownika na potrzeby realizacji jednego albo większej liczby celów.
Gromadzenie i obsługa dokładnych danych dotyczących lokalizacji geograficznej na potrzeby realizacji jednego albo większej liczby celów.