

W twojej przygodzie z maszynami na pewno przyjdzie taki dzień, że będziesz musiał wiercić w miękkich materiałach, takich jak aluminium. Wtedy pojawi się problem z wiórem, które nie chce się złamać. Cykl G73 działa tak samo jak cykl G74 na tokarkach. Wyjaśniłem go tutaj. Zasada działania jest bardzo podobna.
Wzór na cykl G73
G73 Z... R... Q... F...
G73– Wywołanie cyklu
Z– Głębokość na jaką masz zamiar wiercić
Q-Głębokość wiercenia, do momentu wycofania o parametr R
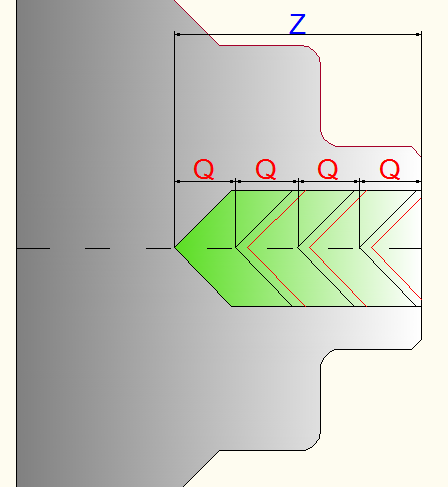

R- Wartość wycofania wiertła po każdym wwierceniu się o wartość Q
F– Posuw
Po każdym wykonanym otworze wystarczy, że wpiszesz położenie następnego otworu i cykl będzie się powtarzał do momentu odwołania go funkcją G80.
Pokażę ci na kilku przykładach jak to wygląda.
Przykład 1:
Masz do wykonania taki otwór jak na rysunku.
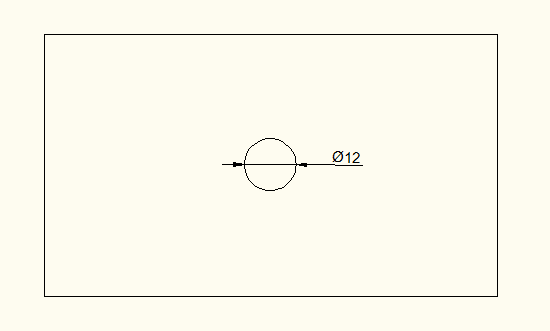
- Głębokość otworu to 50mm.
- Chcę żeby po każdych 10mm wwiercenia się w materiał, narzędzie wycofało się o 1mm do tyłu.
- Zakładam posuw 200mm/min
Program wygląda tak:
(PRZYKLAD 1) (PRZEMOCNC) T06 M6 (WIERTLO FI 12) N20 G90 G80 G17 G00 G54 X0 Y0 ; N30 G43 Z5 H06 ; N40 M03 S1500 ; N50 M08 ; N60 G73 Z-50 R1 Q10 F200 ; N70 G80 N80 G00 Z100 ; N90 M30 ;

Przykład 2:
Układ otworów taki jak na rysunku.
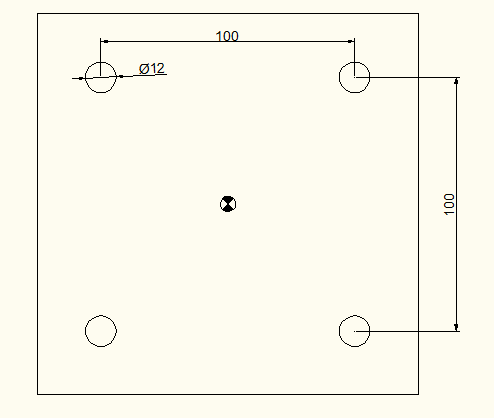
- Głębokość otworów to 50mm.
- Chcę żeby po każdych 10mm wwiercenia się w materiał, narzędzie wycofało się o 1mm do tyłu.
- Zakładam posuw 200mm/min
Jak widzisz parametry zastosowałem te same co w poprzednio. Ten przykład ma Ci pokazać jak wykonać kilka takich samych otworów.
Program wygląda tak:
(PRZYKLAD 2) (PRZEMOCNC) T06 M6 (WIERTLO FI 12) N20 G90 G80 G17 G00 G54 X-50 Y-50 ; N30 G43 Z5 H06 ; N40 M03 S1500 ; N50 M08 ; N60 G73 Z-50 R1 Q10 F200 ; N80 Y50 N90 X50 N100 Y-50 N110 G80 N120 G00 Z100 ; N130 M30 ;

Przykład 3:
Układ otworów taki sam jak poprzednio
- Głębokość otworów to 100mm.
- Chcę żeby po każdych 5mm wwiercenia się w materiał, narzędzie wycofało się o 0.5mm do tyłu.
- Zakładam posuw 500mm/min
(PRZYKLAD 3) (PRZEMOCNC) T06 M6 (WIERTLO FI 12) N20 G90 G80 G17 G00 G54 X-50 Y-50 ; N30 G43 Z5 H06 ; N40 M03 S1500 ; N50 M08 ; N60 G73 Z-100 R0.5 Q5 F500 ; N80 Y50 N90 X50 N100 Y-50 N110 G80 N120 G00 Z100 ; N130 M30 ;

Myślę, że w miarę łatwo to wyjaśniłem.
W razie wątpliwości zapraszam do komentowania. No i oczywiście nie zapomnij zapisać się do newslettera. Dzięki temu, nie ominie Cie żaden nowy wpis.
Pozdrawiam PrzemoCNC


