
Witam.
Ostatnio wyjaśniłem jak nacinać kanałki na czole detalu. Ale co jeśli chciałbym wykonać
kanałek na fi zewnętrznej lub wewnętrznej? Przecież nie da się do tego użyć cyklu G74, a z ręki
to trochę kiepsko tyle linijek klepać. W tym momencie z pomocą przychodzi nam cykl G75.
Ameryki nikt nie wymyślił, zasada zapisu jest podobna jak przy G74, aczkolwiek pewne różnice
są.
Załóżmy, że mamy taki detal:
Wzór na cykl G75 rowkowanie
G75 R... G75 X... Z... P... Q... R... F...
Lub jeśli chcemy programować inkrementalnie
G75 R... G75 U... W... P... Q... R... F...
W pierwszej linii standardowo jak przy G74.

R-Wartość wycofania noża po każdym wcięciu się o wartość P
Druga linia wygląda następująco

X-Średnica końcowa rowka
Z- Końcowa pozycja rowka
- Pozycję początkową należy podać przed cyklem
- Wpisując pozycję należy uwzględnić szerokość płytki
- Wpisując pozycję należy uwzględnić do której krawędzi jest mierzony nóż
P- Głębokość wjazdu noża w osi X (na stronę) do momentu wycofania o wartość parametru R z pierwszej linii (wartość w mikronach. 1mm= 1000μm )
Q- dosuw w osi Z ( co ile nóż ma przybierać w osi Z. Wartość w mikronach. 1mm= 1000μm)
R-Odjazd narzędzia na dnie rowka(narzędzie odjedzie od materiału w osi Z, w kierunku odwrotnym do Q)
F-Posuw
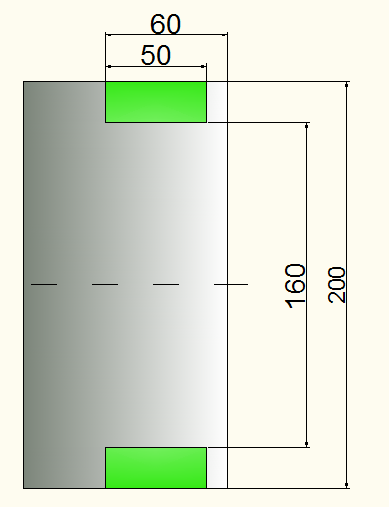
Przykład 1:
Kanałek taki jak na rysunku
- Szerokość płytki 4mm
- Płytka mierzona do czoła
- Dosuw w osi Z 4mm
- Głębokość wjazdu w osi X do momentu wycofania o wartość R: 5mm
- Wycofanie noża po wcięciu się w materiał o wartość P: 1mm
- Posuw 0.15 mm/obr
(PRZYKLAD CYKL G75 ) (PRZEMOCNC) (KANALKOWANIE) N10 G54 T0101 (wybór bazy i przecinaka N30 G97 S150 M3 (określenie obrotów) N40 G0 X201 Z-60 (najazd na bezpieczną średnicę i początek kanałka) N45 G75 R1 (określenie wartości wycofania) N50 G75 X160 Z-14 P2500 Q4000 F0,15 (średnica i głębokość końcowa kanałka, głębokość do momentu wycofania o 1mm, dosuw w osi X na końcu posuw) N60 G28 U0 W0 N70 M30

Przykład 2:
Kanałek taki jak na rysunku
- Szerokość płytki 4mm
- Płytka mierzona do czoła
- Dosuw w osi Z 1mm
- Głębokość wjazdu w osi X do momentu wycofania o wartość R : 10mm
- Wycofanie noża po wcięciu się w materiał o wartość Q : 4mm
- Posuw 0.3 mm/obr
(PRZYKLAD CYKL G75 ) (PRZEMOCNC) (KANALKOWANIE) N10 G54 T0101 N30 G97 S150 M3 N40 G0 X201 Z-60 N45 G75 R4 N50 G75 X160 Z-14 P5000 Q1000 F0,3 G28 U0 W0 M30

Tyle na dzisiaj.Jeśli masz wątpliwości, proszę o kontakt na pewno coś doradzę.
Do następnego razu.