Dzisiaj zajmę się kolejnymi zmiennymi. Są nimi zmienne wspólne. Czym one są i do czego służą?
Przede wszystkim, w przeciwieństwie do zmiennych lokalnych, pozostają one aktywne po wykonaniu zaprogramowanego makra.
Zmiennych wspólnych nigdy nie wywołuje się za pomocą G65 . Trzeba im przypisać wartości z poziomu wykonywanego programu makro.
Są dwa zakresy zmiennych wspólnych. Od #100 do #199 i od #500 do #999.
#100 do #199 Zmienne z tego zakresu są zerowane w tabeli po wyłączeniu maszyny.
#500 do #999 Zmienne z tego zakresu pozostają niezmienione nawet po wyłączeniu maszyny
Jak widzisz różnica jest znacząca.
Te zakresy wcale nie są niczym pewnym. Mogą się one różnić w zależności od opcji jaką Fanuc zastosował na danej maszynie. Możecie się spotkać z 4 opcjami A, B, C, D. Zależności wyglądają w ten sposób:
#100 – #149 i #500 – #549 ———Opcja A
#100 – #199 i #500 – #599 ——— Opcja B
#100 – #199 i #500 – #699 ———Opcja C
#100 – #199 i #500 – #999 ——— Opcja D
Limit wielkości zmiennej
Prawdopodobnie nigdy nie będzie Ci to potrzebne. Sporadycznie używa się tak małe lub tak duże liczby w programowaniu. Jednak w celach informacyjnych wypada to podać.
Zabezpieczenie zmiennych wspólnych
Jeśli używacie sterowania Fanuc 10/11/15 możecie zabezpieczyć zmienne wspólne przed zapisem. No nie wszystkie, tylko te od #500 do #627. Potrzebne są do tego 2 parametry systemowe:
7031 określa pierwszą zabezpieczoną zmienną
7032 określa ostatną zabezpieczoną zmienną
Przykład 1:
Jeśli parametr 7031 ustawimy na 14 a parametr 7032 na 58 wtedy…
Zmienne od #514 do #558 będą zabezpieczone przed edycją, czyli zabronione będzie kopiowanie zapisywanie i kasowanie tych zmiennych.
Przykład 2:
Jeśli parametr 7031 ustawimy na 2 a parametr 7032 na 9 wtedy…
Zmienne od #502 do #509 będą zabezpieczone przed edycją, czyli zabronione będzie kopiowanie zapisywanie i kasowanie tych zmiennych.
Ok dzisiaj było krótko. ale już szykuję następny wpis o funkcjach matematycznych używanych przy programowaniu zmiennymi.
Zapraszam do komentowania. Nie zapomnij za subskrybować mojego bloga używając zakładki Newsletter.
Żeby zrozumieć do czego służą tytułowe kody, musisz najpierw dowiedzieć się czym są zmienne lokalne oraz czym jest program Makro. Poniżej linki do wszystkich powiązanych artykułów.
Program makro to podprogram, ale nie taki zwykły jest on level wyżej . Ale najpierw wymienię cechy wspólne, a dopiero potem różnice i sam będziesz mógł je porównać.
Cechy wspólne
Zawsze są zaangażowane przynajmniej dwa programy. Program główny i podprogram/Program Makro.
W obydwóch przypadkach program główny wywołuje podprogram/Program Makro
Oba mają swoje numery i są za ich pomocą wywoływane
Po wywołaniu stają się środowiskiem podrzędnym dla środowiska nadrzędnego, którym jest program główny.
Podprogramy tak samo jak programy makro mogą być wywołane nie tylko przez program główny ale również za pomocą innego podprogramu/Programu Mackro.
W obu przypadkach, podprogram tak samo jak program Makro zawiera specjalne, powtarzające się dane takie jak np. ścieżka narzędzia lub określony wzór otworów.
Oba kończą się kodem M99
No dobra skoro jest tyle podobieństw to jaka jest różnica?
Główną różnicą jest elastyczność.
Podprogramy używają stałych danych, których nie da się zmienić.
Programując programy Makro używamy elastycznych danych. Robi się to za pomocą zmiennych. Z ich pomocą można bardzo szybko określić wartości przejazdów, ale również bardzo łatwo można je zmieniać
Kolejną różnicą jest sposób wywołania.
Podprogramy wywołuje się za pomocą funkcji M98 P…. Gdzie P to numer podprogramu.
Programy Makro wywołuje się naszą funkcją tytułową G65 P…. Gdzie P to numer programu Makro.
Wywołując podprogramy nie trzeba wpisywać dodatkowych danych
Wywołując programy Makro trzeba dopisać dodatkowe dane po numerze programu.
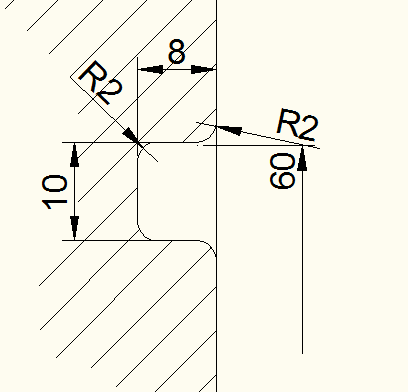
Dzięki naszemu programowi Makro możemy wykonać taki kanałek jak na rysunku. Mało tego, możemy wykonać taki kanałek na dowolnej średnicy, mający dowolną głębokość. Niezły bajer co nie?
Jak to działa?
Załóżmy, że zamiast głębokości 8mm kanałek będzie miał 13mm, a średnica to 160mm zamiast 60mm.
Nie trzeba pisać całego programu od nowa. Przecież kształt jest ten sam. Wystarczy zmienić 2 parametry w programie głównym.
I tym prostym sposobem w 2 sekundy zrobiliśmy program na nowy element.
Ja podaje przykłady z tokarki, ale z powodzeniem możesz to stosować na frezarce przy obróbce dowolnych kanałków stempli, czy otworów itd.
Skąd wiadomo która litera odpowiada której zmiennej? Specjalnie w tym celu wklejam tu tabelkę z przyporządkowanymi literami.
Lista 1
Argument dla Listy 1
Zmienna lokalna
A
#1
B
#2
C
#3
D
#7
E
#8
F
#9
H
#11
I
#4
J
#5
K
#6
M
#13
Q
#17
R
#18
S
#19
T
#20
U
#21
V
#22
W
#23
X
#24
Y
#25
Z
#26
Lista 2
Argument dla Listy 2
Zmienna lokalna
A
#1
B
#2
C
#3
I1
#4
J1
#5
K1
#6
I2
#7
J2
#8
K2
#9
I3
#10
J3
#11
K3
#12
I4
#13
J4
#14
K4
#15
I5
#16
J5
#17
K5
#18
I6
#19
J6
#20
K6
#21
I7
#22
J7
#23
K7
#24
I8
#25
J8
#26
K8
#27
I9
#28
J9
#29
K9
#30
I10
#31
J10
#32
K10
#33
Jak widzisz wrzuciłem dwie listy. Większość maszyn pracuje na liście nr1. Ale oczywiście nie jest to regułą.
Chyba trochę naświetliłem sprawę co nie? A może dalej masz więcej pytań niż odpowiedzi?
G65 P... L... ARGUMENTY
Gdzie
G65 – Wywołanie programu Makro
P – Numer programu Makro
L – Liczba powtórzeń programu Makro
Argumenty – Zmienne lokalne wysłane do Makra
Przykład
G65 P9000 L2 A300 B200 F50 S200
W tym przykładzie
wywołałem program nr 9000 (P9000
będzie on powtórzony 2 razy (L2)
Przypisałem wartość 300 do zmiennej lokalnej A (#1) i wysłałem do programu 9000
Przypisałem wartość 200 do zmiennej lokalnej B (#2) i wysłałem do programu 9000
Przypisałem wartość 50 do zmiennej lokalnej F (#9) i wysłałem do programu 9000
Przypisałem wartość 200 do zmiennej lokalnej S (#19) i wysłałem do programu 9000
Teraz pewnie się zastanawiasz po co jest funkcja G66 i G67.
Nie jest łatwo wyjaśnić G66 w 1 zdaniu.
Ponownie posłużę się przykładem. W ten sposób myślę, że najlepiej wchodzi do głowy.
Przykład:
Zakładam że otwory są już wykonane. Pozostało wykonanie gwintów. Nie wykonam ich za pomocą standardowej funkcji gwintowania G84. Zastosuję technikę stosowaną przy drobnych gwintach w miękkich materiałach. Czyli wolniejszy posuw na wejściu i szybszy na wyjściu. Dzięki temu unika się zacięć podczas operacji.
T01 M6 G54
G0 X10 Y10 Najazd nad 1 otwór
G43 H07 G0 Z10
G65 P8000 Z10 F425 S850 Otwór 1
G0 X20 Y20 Najazd na otwór nr 2
G65 P8000 Z10 F425 S850 Otwór 2
G0 X40 Y40 Najazd na otwór nr 3
G65 P8000 Z10 F425 S850 Otwór 3
G0 X60 Y60 Najazd na otwór na 4
G65 P8000 Z10 F425 S850 Otwór 4
Z50 Koniec gwintowania
M1
A teraz to samo tylko z wykorzystaniem G66
T01 M6 G54
G0 X10 Y10 Najazd nad 1 otwór
G43 H07 G0 Z10
G66 P8000 Z10 F425 S850 Otwór 1
G0 X20 Y20 Najazd i wykonanie otworu nr 2
G0 X40 Y40 Najazd i wykonanie otworu nr 3
G0 X60 Y60 Najazd i wykonanie otworu nr 4
G67 Odwołanie funkcji G66
G0 Z50 Koniec gwintowania
M1
Wygląda podobnie ale jest jedna zasadnicza różnica: G65 jest funkcją niemodalną . G66 Jest funkcją modalną.
Każdy blok w którym jest zapisany ruch osi po G66 będzie wywoływał program makro do momentu wpisania G67.
G67– Odwołanie funkcji G66
Dlatego G65 raczej stosuje się przy pojedynczych elementach, a G66 przy szeregu. W moim przykładzie był to ciąg gwintów.
Na dokładkę mam jeszcze jedną funkcję G66.1 (niedostępna w niektórych maszynach).
Działa ona podobnie jak G66 z tą różnicą, że makro jest wywoływane po dowolnej komendzie, w każdym następnym bloku po G66.1 do momentu odwołania za pomocą G67.
No dobra tyle na dzisiaj mam nadzieję przedstawiłem wszystko w sposób łatwy do przyswojenia. Jeśli chcesz się podzielić spostrzeżeniami, zapraszam do komentowania. No i oczywiście nie zapomnij zapisać się do newslettera.
Witam ponownie. Dalej jesteśmy w temacie programowania za pomocą zmiennych,a to jest kolejny artykuł poświęcony tej tematyce. Poniżej znajdują się linki do wszystkich.
Zastanawiam się do czego je porównać, żebyś zrozumiał ich działanie.
Kalkulator.
Pamięć kalkulatora to takie zmienne lokalne. Coś jak pamięć podręczna. Licząc na kalkulatorze wpisujemy cyfry (zmienne lokalne) wykonujemy na nich działania (programy Macro). Gdy skończymy nasze obliczenia wciskamy przycisk CE, lub C i nasze obliczenia oraz pamięć są wyzerowane. Identycznie jest ze zmiennymi lokalnymi Po ich użyciu nie są już potrzebne i zostają wyzerowane. Jest kilka sposobów na wyzerowanie zmiennych lokalnych:
Naciśnięcie przycisku Reset
Naciśnięcie przycisku awaryjnego (czerwony grzyb)
Wczytanie kodu M30
Wczytanie kodu M99
Ręczne wyzerowanie zmiennej
#1=200 Przypisanie wartości 200 dla parametru #1
------
G1 Z#1 Wykonanie ruchu przy pomocy zmiennej
------
#1=#0 Wyzerowanie zmiennej #1
Jako, że zmienna #0 ma zawsze wartość zerową, zrównanie go z naszym parametrem zeruje wartości zapisane w tabeli przy #1.
Zmienne lokalne przenoszą dane wpisane przez programistę do szkieletu Macro. Czym on jest? Zobaczysz w przykładach. Zmienne są bezpośrednio przypisane do danego Macra i nie mogą być pomiędzy nimi transferowane. W programach Macro każda zmienna lokalna ma przypisaną konkretną literę z alfabetu angielskiego.
Dwie listy argumentów
Lista 1 – Składa się tylko z 21 zmiennych , którym przypisano litery. To ta lista jest używana przez większość maszyn i zapewniam Cię, że ta ilość jest w zupełności wystarczająca.
Argument dla Listy 1
Zmienna lokalna
A
#1
B
#2
C
#3
D
#7
E
#8
F
#9
H
#11
I
#4
J
#5
K
#6
M
#13
Q
#17
R
#18
S
#19
T
#20
U
#21
V
#22
W
#23
X
#24
Y
#25
Z
#26
Tak wiem nie są odpowiednio przyporządkowane. Dlaczego tak jest? Nie mam pojęcia.
Dwie tajemnice
1 Co z pozostałymi zmiennymi? Przecież zostało jeszcze 12 miejsc którym nie została przyporządkowana żadna litera.
Nadal możesz ich zdefiniować, ale już wewnątrz podprogramu.
2 Dlaczego użyto tylko 21 liter alfabetu, a nie 26?
G L N O P To ich brakuje prawda? Odpowiedź jest oczywista.
G Jest funkcją przygotowawczą i jest już użyta w bloku przy komendzie G65
L Określa ilość powtórzeń w bloku przy komendzie G65
N Numer bloku przy komendzie G65
O Jest przeznaczone wyłącznie dla numerowania programów
P W bloku przy komendzie G65 określa numer wezwanego podprogramu
Lista 2 – Niezbyt dużo maszyn używa tej listy. Ktoś wpadł na pomysł że 21 znaków to za mało i zrobił listę z 33 znakami.
Argument dla Listy 2
Zmienna lokalna
A
#1
B
#2
C
#3
I1
#4
J1
#5
K1
#6
I2
#7
J2
#8
K2
#9
I3
#10
J3
#11
K3
#12
I4
#13
J4
#14
K4
#15
I5
#16
J5
#17
K5
#18
I6
#19
J6
#20
K6
#21
I7
#22
J7
#23
K7
#24
I8
#25
J8
#26
K8
#27
I9
#28
J9
#29
K9
#30
I10
#31
J10
#32
K10
#33
No dobra tabele już znasz. Teraz pasowałoby wyjaśnić Ci jak się nimi posługiwać.
Aby to zrozumieć musisz wiedzieć jak działają funkcjeG65, G66, G66.1, G67. Klikając w jedną z nich zostaniesz przeniesiony na osobną stronę tam szczegółowo wyjaśniam jak one działają. Dzisiaj trochę powtórzę. No nie wszystko, tylko bardziej ogólnie.
W praktyce wygląda to tak, że za pomocą funkcji G65 zmienne lokalne zostają przeniesione z programu głównego do podprogramu tam są podstawiane w odpowiednio przygotowany szkielet programu.
Przykład 1:
Zapis Macra przy użyciu Listy 1. Mam do nagwintowania 2 otwory w odstępach takich jak na rysunku, na głębokość 10mm. Chcę zastosować takie parametry:
Obroty 850obr/min
Posuw na nominalny 425mm/min (850obr/min x skok 0,5mm)
Posuw na wjeździe 80% posuwu nominalnego
Posuw na wyjeździe 120% posuwu nominalnego
Głębokość gwintu 10mm
Rysunek otworów
Głównym celem makra jest wykonanie gwintu z mniejszym posuwem i wyjście z niego z większym. Ten sposób gwintowania używa się przy gwintowaniu drobnozwojowym w miękkich materiałach, w celu uniknięcia zacięć.
To jest nasz szkielet Macro, o którym wspominałem wcześniej. Albo inaczej, to jest podprogram
Chyba w miarę jasno pokazane jest na przykładzie 2 otworów jak działa transmisja zmiennych lokalnych do makra.
W programie wpisałem Z10, F425, S850. Te wartości zostały wczytane odpowiednio pod numery #26, #9, #19, i wysłane do naszego Macra.
Pewnie chciałbyś wiedzieć jak wczytywać Listę 2.
Przykład 2:
G65 A10 C20 I30 J40 K50 I60 I70 K80
Posługując się tabelą zobaczysz, że do odpowiednich zmiennych zostały przypisane wartości.
#1=10
#3=20
#4=30
#5=40
#6=50
#7=60
#10=70
#9=80
Wygląda jak pomieszanie z poplątaniem zwłaszcza dla początkujących. Ale jeśli przyjrzymy się tabeli po krótkiej chwili widzimy zależność. Do I1 została przyporządkowana pierwsza I z bloku, do drugiej , druga itd.
Czy można używać zmiennych lokalnych w głównym programie?
Oczywiście że można. Co prawda są one przewidziane dla programów Macro, ale zasady są po to żeby ich łamać 🙂 .
Najprostrzym przykładem wykorzystania zmiennych w głównym programie jest wiercenie takich samych otworów w materiałach różnej twardości. Często się zdarza, że materiały od różnych dostawców, a nawet od tego samego tylko, że z innej serii będą się różniły twardością.
Program na podstawowy materiał będzie wyglądał tak:
Łatwe, prawda? Tak jak mówiłem, zmienne dają Ci niewyobrażalną przewagę.
Zagnieżdżanie się zmiennych lokalnych w podprogramach
O podprogramach pisałem już w tym artykule. Dlatego nie będę się rozpisywał czym one są. Tutaj wyjaśnię jak parametry zagnieżdżają się w podprogramach.
Teraz jak to po po chłopsku wyjaśnić co to jest zagnieżdżanie? Załóżmy, że masz główny program. Ten program wywołuje podprogram za pomocą funkcji G65. W podprogramie mamy kolejne wywołanie podprogramu za pomocą tej samej funkcji itd. aż do czterech poziomów w dół. Przy każdym wywołaniu konkretne zmienne zostają przypisane do konkretnych podprogramów. Rzadko się spotyka żeby programować głębiej niż 2 poziomy.
Mapa zagnieżdżania Makr
Powyższa mapa pokazuje jak zmienne najpierw zagnieżdżają się w programie głównym, a potem 4 razy w podprogramach. Za każdym razem zmienne zagnieżdżają się w kolejnych poziomach, ale jednocześnie nie są kasowane z poprzednich. Dopiero Funkcja M99 kasuje zmienne lokalne z danego podprogramu, a na końcu funkcja M30 kasuje zmienne z głównego programu. Zmienne lokalne nie mogą być przekazywane z jednego podprogramu do drugiego. Dlatego nazywają się one lokalne. Ale jeśli pojawi się taka potrzeba, Fanuc ma dla nas rozwiązanie. Są nim zmienne wspólne. Ale o nich w następnym wpisie, bo ten i tak już wystarczająco się wydłużył.
Do działania bloga wymagane są pliki cookies, o których przeczytasz w polityce prywatności. Czy zgadzasz się na ich wykorzystywanie?.
Privacy settings
Ustawienia Prywatności
My oraz wybrane przez nas firmy mogą (nie muszą) korzystać z informacji dla wymienionych celów.Możesz dopasować swój wybór lub przejść dalej do korzystania ze strony, jeśli zgadzasz się na te cele.
NOTE: Te ustawienia mają zastosowanie jedynie w przeglądarce i na urządzeniu, którego teraz używasz.
Personalizacja
Personalizacja
Gromadzenie i przetwarzanie informacji na temat sposobu korzystania przez użytkownika z usługi, aby z czasem dokonać personalizacji reklam lub treści dla użytkownika w innych kontekstach, na przykład w innych witrynach albo aplikacjach. Zazwyczaj treści w witrynie lub aplikacji są wykorzystywane do wyciągania wniosków na temat zainteresowań użytkownika, które zapewniają dane na potrzeby doboru reklam lub treści w przyszłości.
To będzie zawierać następujące elementy:
Łączenie danych ze źródeł offline, które zostały wyjściowo zgromadzone w kontekstach innych niż dane zgromadzone online na potrzeby realizacji jednego albo większej liczby celów.
Przetwarzanie danych w celu powiązania ze sobą wielu urządzeń należących do tego samego użytkownika na potrzeby realizacji jednego albo większej liczby celów.
Gromadzenie i obsługa dokładnych danych dotyczących lokalizacji geograficznej na potrzeby realizacji jednego albo większej liczby celów.
Przechowywanie i dostęp do informacji
Przechowywanie informacji albo dostęp do informacji przechowywanych na urządzeniu użytkownika, w tym dostęp do identyfikatorów reklamowych, innych identyfikatorów urządzenia, wykorzystanie plików cookie oraz podobnych technologii.
To będzie zawierać następujące elementy:
Łączenie danych ze źródeł offline, które zostały wyjściowo zgromadzone w kontekstach innych niż dane zgromadzone online na potrzeby realizacji jednego albo większej liczby celów.
Przetwarzanie danych w celu powiązania ze sobą wielu urządzeń należących do tego samego użytkownika na potrzeby realizacji jednego albo większej liczby celów.
Gromadzenie i obsługa dokładnych danych dotyczących lokalizacji geograficznej na potrzeby realizacji jednego albo większej liczby celów.